Москва 2004
Содержание
1. Общие сведения о процессе литья 3
2. Классификация способов литья 4
3. Физическая сущность процесса литья 5
4. Виды литья:
4.1. В песчаные формы 7
4.2. В кокиль 10
4.3. В оболочковые формы 12
4.4. Шликерное в гипсовой форме 14
4.5. Центробежное литьё 16
4.6. Намораживанием 18
4.7. Под низким давлением 19
4.8. Под давлением 22
4.9. По выплавляемым моделям 23
4.10. Экструзия 25
5. Список литературы 27
Общие сведения о процессе литья


Под литьем в приборостроении понимают процесс, заключающийся в получении изделия путем помещения материала, находящегося в жидком агрегатном состоянии, в полость формы, затвердевание материала в полости формы и его последующего извлечения. Основным материальным элементом технологической системы литейного производства является форма.
Различают разовые (разрушаются при извлечении отливки), полупостоянные (возможно получить до нескольких сотен отливок) и постоянные (получают несколько сотен тысяч отливок) формы.
Классификация способов литья
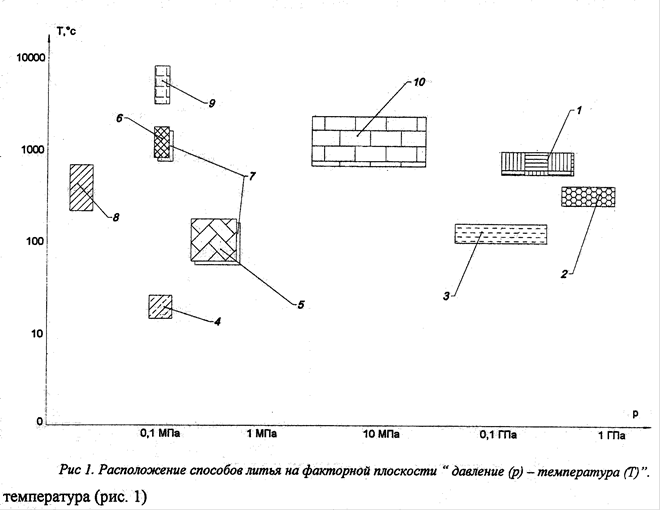
Сочетание факторов «давление», «температура», «материал» образуют технологические операторы – способы литья, которые образуют области на факторной плоскости давление – температура (рис. 1).
Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0,5-500 мм(блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т.д.). Отливки получают из черных сплавов (чугуны, стали) и цветных сплавов (алюминиевых, магниевых, медных, цинковых, титановых и др.).
Для получения расплава применяют шихтовые материалы:
§ небольшие слитки металлургического производства (чушки)
§ отходы собственного производства
§ лом
§ флюсы
Различные сплавы имеют разные литейные свойства, которые характеризуются следующими параметрами:
Физическая сущность процесса литья
Определяется тремя важнейшими понятиями: «жидкотекучесть», «кристаллизация», «усадка».
 Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
 Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Кристаллизация – образование и рост кристаллов в затвердевающем металле. Процесс происходит в направлении, перпендикулярном поверхности теплоотдачи. Вследствие этого образовавшиеся зерна – монокристаллы в наружных областях мельче (рис. 3).
Усадка - Свойство литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку, выражаемую в относительных единицах.
Линейная усадка - уменьшение линейных размеров отливки при её охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. Линейную усадку определяют соотношением, %: 
где lф и lотл - размеры полости формы и отливки при комнатной температуре (рис. 4).
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение содержания кремния. Усадку отливок уменьшает снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможения.
Линейная усадка для серого чугуна составляет 0,9-1,3%, для высокопрочного чугуна до 1.7%, для ковкого чугуна …%, для углеродистых сталей 2-2,4%, для алюминиевых сплавов 0,9-1,5%, для медных 1,4-2,3%.
Объёмная усадка - уменьшение объёма сплава при его охлаждении в литейной форме при формировании отливки. Объёмную усадку определяют соотношением, %: 
где Vф и Vотл – объем полости формы и отливки при температуре 20°C. Объемная усадка приблизительно равна утроенной линейной усадке.
Усадка в отливках проявляется в виде:
· усадочных раковин - сравнительно крупных полостей, расположенных в местах отливки, которые затвердевают последними;
· усадочной пористости - скопление пустот, образовавшихся в отливке в обширной зоне в результате усадки в тех местах отливки, которые затвердели последними без доступа к ним расплавленного металла;
· трещин;
· короблений - изменение формы и размеров отливки под влиянием напряжений, возникающих при охлаждении.
Существует несколько способов изготовления отливок. Перечислим основные из них: литье в песчаные формы(ПФ), литье в кокиль(К), литье по выплавляемым моделям(ВМ), литье под давлением(Д).
Литье в песчаные формы
v Сущность процесса заключается в изготовлении отливок свободной заливкой расплавленного металла в песчаную форму. После затвердевания и охлаждения отливки осуществляется ее выбивка с одновременным разрушением формы. Способ ЛПФ наиболее распространенный. Им изготовляют 80% отливок, т.к. этот способ простой и дешевый. Однако литье в песчаные формы имеет крупный недостаток, отливки не имеют точных механических размеров, нужно давать припуск на механическую обработку и усадку. 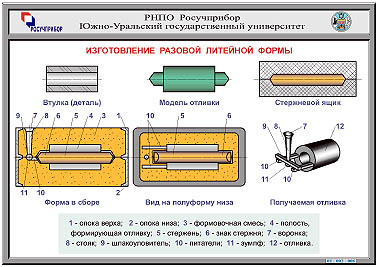
v Материалы и оснастка.
Ø Песчаная форма(ПФ) – разовая литейная форма, изготовленная из уплотненной формовочной смеси. ПФ состоит из двух полуформ. Для образования отверстий применяются песчаные стержни.
Ø Типовые составы формовочных и стержневых смесей.
§ Формовочная смесь – кварцевый песок, 3 – 5% огнеупорная глина, каменноугольная пыль (для повышенной податливости формы), древесные опилки для образования пористости.
§ Стержневая смесь – более прочная на порядок формовочной смеси, т.к. в нее добавляют упрочнители (олифа).


Ø Модельный комплект: модель детали, модели элементов литниковой системы, модельные плиты, стержневые ящики.
Ø Опоки.
v Основные технологические операции.
Ø Изготовление полуформ по модельным плитам(наиболее распространенными способами уплотнения смеси при машинной формовке являются прессование, встряхивание и их сочетание).
Ø Изготовление стержней.
Ø Сборка формы с простановкой стержней и подготовка ее к заливке.
Ø Заливка форм расплавленным металлом.
Ø Затвердевание и охлаждение отливок.
Ø выбивка отливок из форм и стержней из отливок.
Ø Отделение литниковой системы от отливок, их очистка и зачистка.
Ø Контроль качества отливок.
v Возможные дефекты отливок, причины и меры по их устранению.
Ø Недоливы и спаи. Образуются от не слившихся потоков металла, затвердевающих до заполнения формы. Возможные причины: холодный металл, питатели малого сечения.
Ø Усадочные раковины – закрытые внутренние полости в отливках с рваной поверхностью. Возникают вследствие усадки сплавов, недостаточного питания. Устраняют с помощью прибылей.
Ø Горячие трещины в отливках возникают в процессе кристаллизации и усадки металла при переходе из жидкого состояния в твердое при температуре, близкой к температуре солидуса. Склонность сплава к образованию горячих трещин увеличивается при наличии неметаллических включений, газов, серы и других примесей. Образование горячих трещин вызывают резкие перепады толщин стенок, острые углы, выступающие части. Высокая температура заливки также повышает вероятность образования горячих трещин.
Ø Для предупреждения образования горячих трещин в отливках необходимо обеспечивать одновременное охлаждение толстых и тонких частей отливок; увеличивать податливость литейных форм; по возможности снижать температуру заливки сплава.
Ø Пригар – трудноудаляемый слой формовочной или стержневой смеси, приварившийся к отливке. Возникает при недостаточной огнеупорности смеси или слишком большой температуре металла.
Ø Песчаные раковины – полости в теле отливки, заполненные формовочной смесью. Возникают при недостаточной прочности формовочной смеси.
Ø Газовые раковины – полости отливки округлой формы с гладкой окисленной поверхностью. Возникают при высокой влажности и низкой газопроницаемости формы.
Ø Перекос. Возникает из-за неправильной центровки.
v Область применения.
Ø Применяют во всех областях машиностроения. Получают отливки любой конфигурации 1…6 групп сложности. Точность размеров соответствует 6…14 группам. Параметр шероховатости Rz=630…80мкм.
Ø Можно изготавливать отливки массой до 250т. с толщиной стенки свыше 3мм.
v Преимущества.
Ø Конфигурация 1…6 групп сложности.
Ø Возможность механизировать производство.
Ø Дешевизна изготовления отливок.
Ø Возможность изготовления отливок большой массы.
Ø Отливки изготовляют из всех литейных сплавов, кроме тугоплавких.
v Недостатки.
Ø Плохие санитарные условия.
Ø большая шероховатость поверхности.
Ø Толщина стенок > 3мм.
Ø Вероятность дефектов больше, чем при др. способах литья.
Литье в кокиль
v Сущность процесса заключается в изготовлении отливок из жидкого расплава, свободной его заливкой в многократно используемые металлические формы – кокили, обеспечивающие высокую скорость затвердевания жидкого расплава и позволяющие получать в одной форме от нескольких десяток до нескольких тысяч отливок. 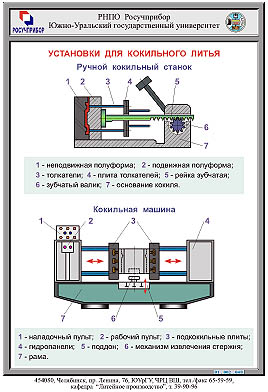
v Виды.
Ø Вытряхные(не разъемные) – отливки простой конфигурации.
Ø С вертикальным разъемом – отливки не сложной конфигурации с небольшими выступами и впадинами на наружной поверхности.
Ø С горизонтальным разъемом – изготовление крупных простых по конфигурации отливок.
v Материалы и оснастка.
Ø Форма отливки – кокиль.
Ø Расплавленный металл.
Ø Теплоизоляционное покрытие.
v Последовательность изготовления отливок.
Ø Подготовка кокиля к работе: очистка от остатков теплоизоляционного покрытия, нагрев до температуры 150-200° и нанесение свежего слоя теплоизоляционного покрытия толщиной 0,1…0,5мм, а на литниковые каналы и прибыли до 1мм.
Ø Сборка кокиля: установка стержней, соединение частей кокиля.
Ø Заливка расплавленного металла в кокиль.
Ø Затвердевание и охлаждение отливки.
Ø Удаление из отливки металлических стержней (если они есть) после образования в ней достаточно прочной корки.
Ø Извлечение отливки из кокиля после ее охлаждения до температуры 0,6…0,8 от температуры солидуса.
Ø Охлаждение или подогрев кокиля до оптимальной температуры 200-300°С и подкраска(при необходимости) рабочей поверхности кокиля.
v Область применения. Литьем в кокиль изготавливают отливки из чугуна, стали и цв. сплавов. Трудно получить сложные стальные отливки ввиду значительной усадки литейных сталей, что ведет к образованию трещин(в отсутствии податливости формы). Целесообразно применять в серийном, крупносерийном и массовом производствах. Этим способом изготавливают отливки из стали массой до 160кг., из цв. сплавов – до 50кг. с толщиной стенок от 3 до 100мм. Точность размеров соответствует 4…12 классам. Можно изготавливать отливки 1…5 группы сложности. Параметр шероховатости поверхности Rz = 80…20мкм.
v Преимущества.
Ø Повышенная точность геометрических размеров (по сравнению с литьем в ПФ).
Ø Снижение шероховатости поверхностей отливок (по сравнению с литьем в ПФ).
Ø Снижение припусков на механическую обработку на 10-20%.
Ø Лучше санитарно-гигиенические условия.
Ø Мелкозернистая структура отливок(> прочность).
v Недостатки.
Ø Сложность изготовления кокилей, их ограниченный срок службы (особенно при литье черных сплавов).
Ø Неподатливость кокиля и металлических стержней.
Ø Затруднен вывод газов из полости формы.
Ø Высокая стоимость кокиля, сложность и трудоемкость его изготовления
Ø Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса.
Ø Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы - делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
Ø Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.