Рабочие контакты единичных режущих зерен шлифовального круга с поверхностью обрабатываемой детали генерируют сигналы АЭ. Энергия акустического сигнала зависит от количества единичных врезаний, т. е. связана с реальной производительностью обработки. Это дает возможность по изменениям сигнала АЭ судить о выходных характеристиках шлифования, связанных с мгновенным объемом металла (режущей способностью круга, некруглостью, волнистостью детали).
Аппаратура регистрации сигнала АЭ при шлифовании включает в себя датчик (пьезопреобразователь), преобразующий механические колебания в
электрический сигнал; предварительный усилитель; узкополосный фильтр с центральной частотой,/; детектирующее звено; самописец. В настоящей работе роль предусилителя, фильтра и детектора выполняет селективный микровольтметр. На самописце записывается интенсивность узкополосной составляющей сигнала I/t).
В условиях круглого врезного шлифования (при вращении детали) регистрация сигнала (рис. 2.1) производится путем поджима датчика 3 к поверхности детали 2. Для уменьшения трения между датчиком и деталью используется тифлоновая пробка. Благодаря кулисному механизму поджима 4 уменьшение диаметра детали
d = do-2tp (2.1)
где d0 - диаметр заготовки, мм;
?р - припуск, мм,
не сказывается на плотности контакта датчика с обрабатываемой поверхностью.

Рис. 2.1. Крепление пьезопреобразователя в рабочей зоне
Цикл круглого врезного шлифования (рис. 2.2, а) предусматривает три режима: черновая подача (FBp = 3 - 6 мм/мин); чистовая подача (Квр = 1 - 0,5 мм/мин); выхаживание (Квр = 0).
Такое дифференцирование цикла позволяет обеспечить, с одной стороны, высокую производительность обработки, с другой стороны,- требуемое качество шлифуемой поверхности.
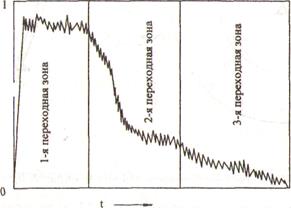
Акустограмма (рис. 2.2, б)
| 0,5 |
|

 vвр.чер vвр.чер 
| vвр.чист | vвр=0 |
Рис. 2.2. Цикл обработки (а) и соответствующая акустограмма АЭ (б)
При этом характер колебаний / в процессе обработки позволяет выделить переходные зоны, связанные с выходом оборудования на установившийся режим. Протяженность переходных зон зависит от режущей способности круга. Чем острее зерна абразива, тем быстрее выбирается натяг технологической системы и тем короче переходные зоны на акустограмме I/t).
Таким образом, задавая математически функцию I/t) в областях переходных зон, можно количественно оценить текущую режущую способность круга. Наиболее удобен для аппроксимации режим выхаживания. Его можно приближенно промоделировать выражением:
 (2.3)
(2.3)
где р- постоянная времени, количественно отражающая крутизну падания интенсивности сигнала If, т. е. показатель Р может использоваться для оценки текущей режущей способности инструмента.
Проведя предварительные эксперименты и получив предварительную для максимально допустимого затупления круга величину р, можно регламентировать рациональную длительность периода правки.
III. МАГНИТОПОРОШКОВЫЙ МЕТОД НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ