Практическая работа №6
Тема: изучение технологии и оборудования лазерной сварки
Цель работы: изучить технологию и оборудование лазерной сварки
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора - лазера.
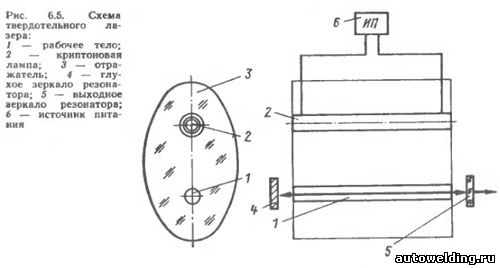
Основные элементы лазера - это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры. В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина - окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05 %). При облучении ионы хрома переходят в другое энергетическое состояние - возбуждаются и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого - полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, - идет лавинообразный процесс. Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
Рис. 1. Схема твердотельного лазера:
1 - рубиновый стержень; 2 - генератор накачки; 3 - отражатель; 4 - непрозрачное зеркало; 5 - охлаждающая среда; 6 - источник питания; 7 - полупрозрачное зеркало; 8 - световой луч; 9 - фокусирующая линза; 10 - обрабатываемые детали.
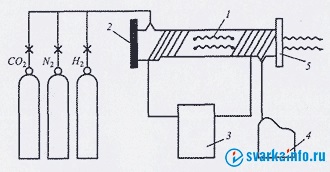
Типичная конструкция газового лазера - это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис.2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
 3
3
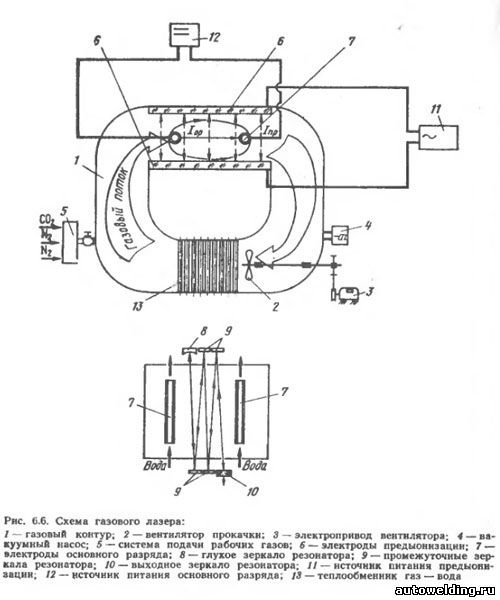
Рис.2. Схема газового лазера:
1 - разрядная трубка; 2 - непрозрачное зеркало; 3 - источник питания; 4 - вакуумный насос; 5 - полупрозрачное зеркало
Технологические особенности процесса лазерной сварки
Лазерную сварку можно производить со сквозным и с частичным проплавлением. Сварные швы одинаково хорошо формируются в любом пространственном положении. При толщине свариваемых кромок менее 0,1 мм и при сварке больших толщин с глубоким проплавлением по-разному происходит формирование шва и различны подходы к выбору параметров режима сварки. При сварке как непрерывным, так и импульсным излучением малых толщин используют более мягкие режимы, обеспечивающие лишь расплавление металла в стыке деталей без перегрева его до температуры интенсивного испарения. Сварку сталей и других относительно малоактивных металлов можно в этом случае выполнять без дополнительной защиты зоны нагрева, что существенно упрощает технологию, тогда как сварку с глубоким проплавлением ведут с защитой шва газом, состав которого подбирают в зависимости от свариваемого материала.
Основные параметры режима импульсной лазерной сварки - это энергия и длительность импульсов, диаметр сфокусированного излучения, частота следования импульсов, положение фокального пятна относительно поверхности свариваемых деталей.
Сварочная ванна (рис.3) имеет характерную форму, вытянутую в направлении сварки. В головной части ванны расположен канал (кратер) 3. Это область наиболее яркого свечения. На передней стенке канала существует слой расплавленного металла, испытывающий постоянные возмущения. Здесь наблюдается характерное искривление передней стенки в виде ступеньки, которая периодически перемещается по высоте канала. Удаление расплавленного металла с передней стенки осуществляется при перемещении ступеньки сверху вниз. Перенос расплавленного металла из головной части ванны в хвостовую происходит по боковым стенкам в горизонтальном направлении. В хвостовой части ванны 4 расплавленный металл завихряющимися потоками поднимается вверх и частично выносится на поверхность сварочной ванны. При образовании канала 3 над поверхностью металла появляется светящийся факел 2, состоящий из продуктов испарения, мелких выбрасываемых из ванны капель металла и из частиц конденсированного пара.
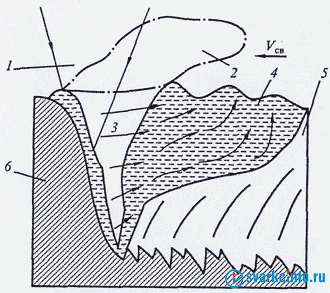
Рис.3. Схема сварочной ванны при лазерной сварке:
1 - лазерный луч; 2 - плазменный факел; 3 - парогазовый канал; 4 - хвостовая часть ванны; 5 - металл шва; 6 - свариваемый металл; Vсв - направление сварки.
Оборудование для лазерной сварки
Оборудование для лазерной сварки состоит из источника когерентного излучения — технологического лазера, системы транспортировки и фокусировки излучения, системы газовой защиты изделия, системы относительного перемещения луча и изделия. Технологические лазеры можно разбить на две основные группы: твердотельные и газовые. Лазер состоит из излучателя и источника питания.
Твердотельные лазеры
В излучателях твердотельных лазеров в качестве рабочего тела используются активные элементы из рубина, стекла с присадкой ионов неодима, алюмоиттриевого граната (АИГ) с неодимом. «Накачку» (возбуждение активного элемента) осуществляют световым потоком (от мощных дуговых криптоновых ламп). Длина волны излучения в зависимости от материала рабочего тела 0,37—1,064 мкм. Электрический к. п. д. 1—3 %. Основные функциональные узлы излучателя (рис.): «рабочее тело», система «накачки», включающая электрические лампы и отражатель, концентрирующий световую энергию на рабочем теле, система охлаждения, резонатор. Лазеры работают в непрерывном и импульсном режимах. Последний реализуется либо модуляцией добротности при непрерывной «накачке», либо импульсной «накачкой».
Газовые лазеры
В технологических газовых лазерах в качестве рабочего тела в основном используется смесь СO2, N2 и Не при давлении 2,66—13,3 кПа. Возбуждение рабочего тела осуществляется электрическим разрядом. Два последних газа обеспечивают передачу энергии возбуждения молекуле СО2 и благоприятные условия горения разряда. Длина волны излучения 10,6 мкм. Электрооптический к. п. д. 5—15 %. Основные функциональные узлы лазера (рис.):
Система газовой защиты
Система предназначена для предотвращения окисления металла сварного шва, в том числе его корня, и включает сопла разнообразной конструкции. Конструкция сопел, кроме того, должна обеспечивать сдув паров и брызг, образующихся при сварке, в сторону от оси лазерного луча. В зависимости от химической активности свариваемых металлов, мощности излучения лазера и требующейся глубины проплавления используется конкретная конструкция сопла и подбирается состав подаваемого в зону обработки газа.
Достоинства лазерной сварки
- скорость соединения материалов;
- соединение различных материалов без механической обработки;
- высокая продуктивность работы;
- чистота, сварочные швы не загрязнены частями припоя;
- высокая прочность изделий и стойкость к коррозии;
- отсутствие ограничений по толщине материалов;
- возможность сваривания ювелирных украшений без потери покрытия;
- минимальная зона нагревания;
- возможность соединения в труднодоступных местах;
- отсутствие выделения вредных паров.
Недостатки лазерного оборудования:
- дорогостоящая установка;
- необходимость в персонале с высокой квалификацией;
- присутствие вибраций;
- необходимость использования платформ, устойчивых к вибрации;
- необходимость защиты персонала от лазерного излучения.