| Изделие | Гаражные ворота | |||
| Норма времени | Рабочая | 8 часов | ||
| Ученическая | 16 часов | |||
| Кол-во изделий | ||||
| Материал | Сталь3-конструкционная,углеродистая, обыкновенного качества. Э42 УОНИ-13/55-электрод | 
| ||
| Оборудование | КАВИК ТДМ-303У2, 380В. Электрододержатель MUJ-550 | |||
| Приспособление | струбцина | |||
| Заготовка | Листовой металл толщиной 3 мм | |||
| Последовательность операций | Оборудование, инструмент приспособления | Диаметр св. электрода, сила тока, марка св. электрода, сварные соединения | ||
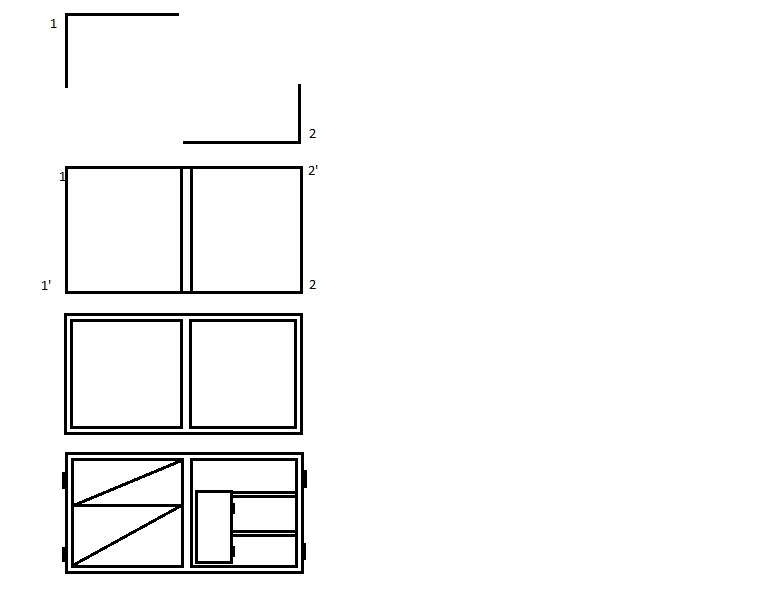
| Ознакомление с чертежом Конструкция рамы из квадратного профиля: 230мм 2 шт. 250мм 2 шт. Распашные ворота из уголка: 125мм 4 шт. 220мм 4 шт. Калитка из уголка: 60мм 2 шт. 110мм 2 шт. Петли дверные: 6 шт. Листовой металл: 230х250мм 1шт. | 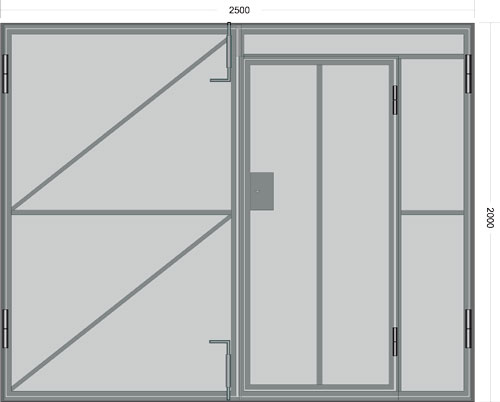
| |||
| Разметка – произвел разметку на металле по чертежу с помощью чертилки и стальной линейки | мел, чертилка, стальная линейка | 
| ||
| Резка листов произведена на гильотинных ножницах. Квадратный профиль с помощью угловой шлифовальной машиной. | Гильотинные ножницы, Угловая шлифовальная машинка | 
| ||
| Зачистка производится для обработки металла от внешних дефектов, краски, ржавчины и окалин. | Угловая шлифовальная машина, напильник |  
| ||
| Межоперационный контроль - Проверка образца по чертежу при помощи метра и угольника | 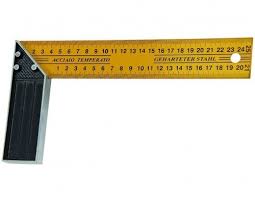
| |||
| 
| КАВИК ТДМ-303У2, 380В Электрододержатель Электроды: Э42 УОНИ-13/45 Iсв = (30-60) dэл, где Iсв – сила сварочного тока, А dэл – диаметр электрода, мм Iсв = (30 *3)=90 А | ||
| Сварка гаражных ворот из листового профиля выполняется ручной дуговой сваркой короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода. Сварка производится поворотным способом сварного шва, наклон электрода 45 ± 5. |

| КАВИК ТДМ-303У2, 380В Электрододержатель Электроды: Э42 УОНИ-13/55 Iсв = (30-60) dэл, где Iсв – сила сварочного тока, А dэл – диаметр электрода, мм Iсв = (30 *3)=90 А | ||
| Зачистка – произвести зачистку сварочного шва от шлака, брызг до металлического блеска. | металлическая щетка | 
| ||
| Контроль качества изделия Контроль качества сварки и сварных соединений состоит из нескольких обязательных этапов, которые позволяют определить дефекты. Чаще всего это визуальный контроль. |  | 
| ||
| Охрана труда - Содержите в порядке и чистоте рабочее место. Проходы, проезды и рабочие места должны быть свободными. Будьте внимательны, не отвлекайтесь и не отвлекайте других. При резке пользоваться очками При зачистке пользоваться очками Для предохранения рук от ударов работать в рукавицах Рабочее место сварщика должно быть ограждено щитом Запрещается пользоваться несправным инструментом Для предохранения рук от ударов работать в рукавицах | 
|
 
|
Ведомость дефектов
| № | Операции | Дефекты | Причины | Методы исправления | |
| 1. | Резка | Не соответствие размеров заготовки размерам, данным на чертеже согласно допускам +-0,5-1 мм. | Неправильная разметка | Согласовать деталь по размерам чертежей | |
| 2. | Зачистка | Ржавчина, заусенцы | Недостаточная обработка заготовок | ||
| 3. | Сборка | Не соответствие размеров конструкции, напряжение конструкции, подрезы, прожоги | Не правильная последовательность сборки, неправильно выбран режим сварки | Собрать конструкцию согласно размерам и геометрической формы изделия согласно чертежу | |
| 4. | Сварка | Непровар, поры, шлаковые включения, подрезы, прожоги при выполнении прихваток | Происходят от неправильного подбора режима сварки | Дефекты вырубаются, зачищаются и провариваются | |
| 5. | Зачистка | недостаточная обработка конструкции | Зачистить до металлического блеска |