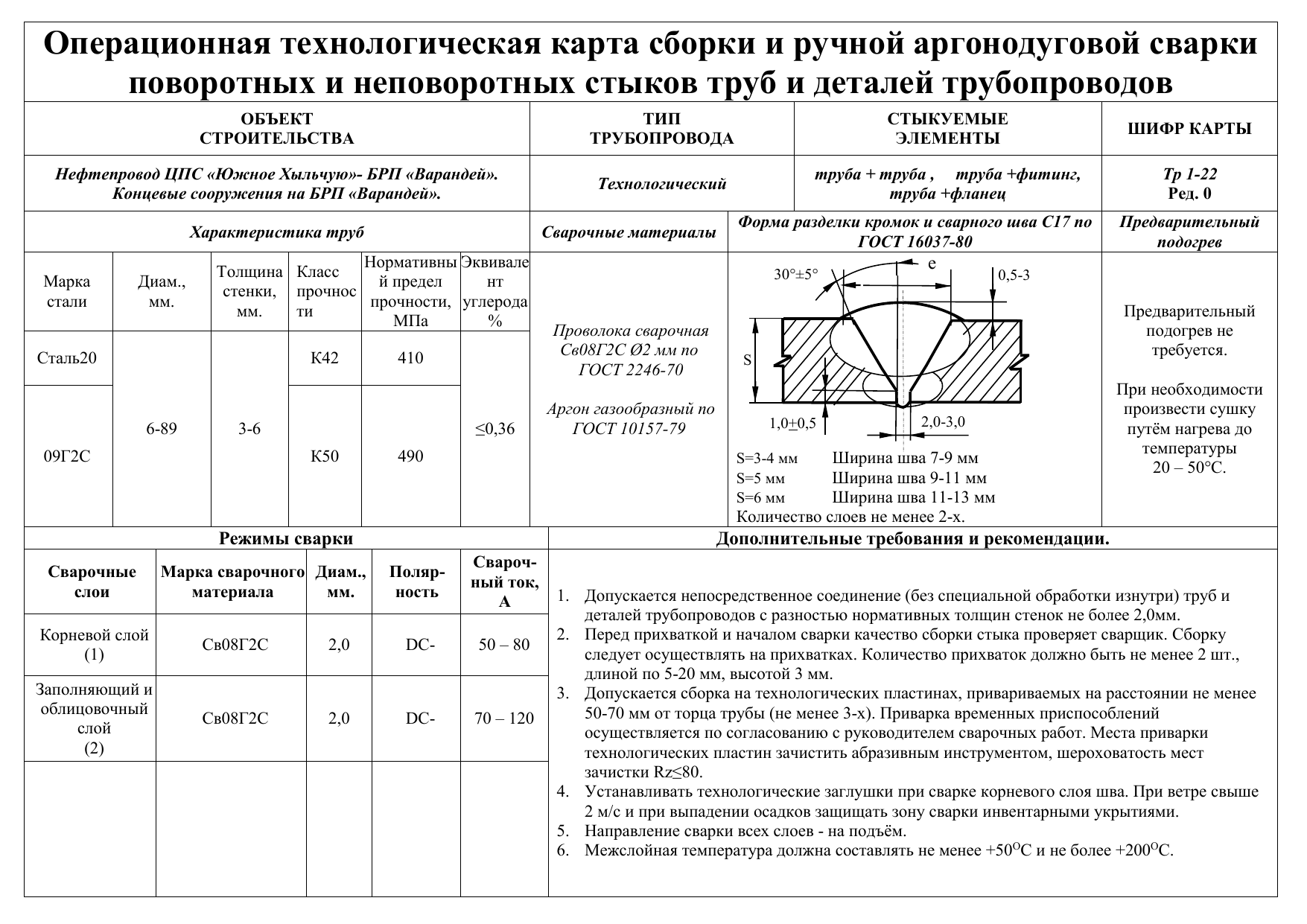
Технологическая карта П для сварки малых толщин (более 0,2мм) из различных материалов.
РАД – сварка аргонодуговая ручная с помощью вольфрамового электрода; ААД – сварка аргоном в автоматическом режиме, когда газовая горелка подается к сварным кромкам автоматически с помощью специального суппорта; ААДП – добавочное “ П ” означает, что в данном аппарате используются плавящиеся электроды.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
| Название организации и объекта изготовления | ||
| Способ сварки | РД 111 | |
| Шифр НТД, ГОСТ | ПБ 03-585-03, РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |
| Основной материал (марка) | (М01) сталь 20 | |
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |
| Тип шва | СШ (стыковой шов) | |
| Тип соединения по НТД | Т (труба) | |
| Положение шва | В1 (вертикальный) | |
| Вид соединения | ОС (сварное с одной стороны) | |
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |
| Эскизы соединения | ||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки |
| Технологические параметры | ||
| Номер валика (шва) | I | |
| Диаметр электрода или проволоки | 3 мм | |
| Род и полярность тока | Постоянный, обратная | |
| Сила тока | 80-140 А | |
| Напряжение | — | |
| Время сварки | 8 минут | |
| Расход электродов | 6 штук | |
| Требования к контролю качества | ||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) |
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) |
| Дата и подпись главного инженера |
ДУГОВАЯ РЕЗКА На ПЕРЕМЕННОМ И ПОСТОЯННОМ ТОКЕ
Электродуговую резку применяют исключительно в том случае, если нет необходимого оборудования для резки газом. Таким методом избавляются от небольших излишеств металлических заготовок и исправляют дефекты путём их поверхностной выплавки. Дуговой резке электродом поддаются цветные изделия, высоколегированные стали, а также чугун и различные сплавы.
Применяемые способы
Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка.
Дуговая резка неплавящимся электродом
При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды.
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мощной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
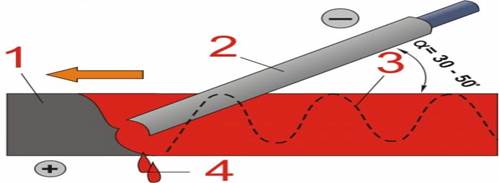
|
| Схема резки металлическим электродом |
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл.1.
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низко Углеро дистая сталь | 6 12 25 | 2,5 | 12,36 7,2 2,1 | Коррозионно стойкая сталь | 6 12 25 | 2,5 | 12 4,38 3 | ||
| То же | 6 12 25 | 13,8 8,1 3,78 | То же | 6 12 25 | 18,72 8,7 4,5 | ||||
| » | 6 12 25 | 15 9,3 4,5 | » | 6 12 25 | 18,9 10,2 5,4 |
Таблица 1. Режимы резки плавящимся электродом
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Резка плавящимся электродом
Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для грубой разделки металла. Резку производят стальными электродами с качественным покрытием, но более тугоплавким, чем для сварки. Такое покрытие обеспечивает при резке образование небольшого козырька, закрывающего зону дуги.
Козырек предохраняет электрод от короткого замыкания на разрезаемый металл, а также способствует более сосредоточенному нагреву металла. Электроды изготовляют из проволоки марки Св–08 или Св–08 А диаметром 2,5–6 мм и длиной 250–350 мм.
Применяют покрытие, способствующее улучшению процесса резки, состоящее из марганцевой руды (98 %) и поташа (2 %) или марганцевой руды (94 %), мрамора (3 %) и каолина (3 %). Толщина покрытия – 1–1,5 мм. Ток постоянный или переменный. Напряжение холостого хода не менее 65 В. При толщине разрезаемого металла 6–25 мм и диаметре электрода 2,5 мм применяют ток 130–140 А. Скорость резки составляет 3–12 м/ч. При диаметре электрода 5 мм ток достигает 300–350 А, а скорость резки – 7–25 м/ч. Рекомендуют электроды типа ОЗР–1, позволяющие резать металлы в любом пространственном положении.
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 40—42 | 34,8 | |||
| 42—44 | ||||
| 46-50 | 24,9 |