Управляющую программу на перфоленту записывают путем перфорирования на ней кодовых отверстий (рис. 32).Лента шириной 25,4 мм имеет восемь дорожек с шагом перфорации 2,5 мм. Нумерация дорожек с 1 по 8 начинается от базовой кромки. Па первых семи дорожках располагаются кодовые отверстия. Восьмая дорожка служит для контроля четности числа отверстийв каждой строке. Транспортная дорожка с отверстиями 5 малого диаметра служит для перемещения ленты в осевом направлении.
Каждая строка на перфоленте выражает только одну кодовую комбинацию (одну цифру, букву или знак) (табл. 5). При этом число отверстий (символов) в строке должно быть четным, что обеспечивается пробивкой отверстий в восьмой дорожке. При кодировании букв от А до Z происходит дополнительная пробивка отверстий на седьмой дорожке.
Цифры в двоичном коде 8 – 4 – 2 – 1 кодируют на первых четырех дорожках. Считывание программы осуществляется по кадрам, каждый из которых заканчивается символом ПС (LF).
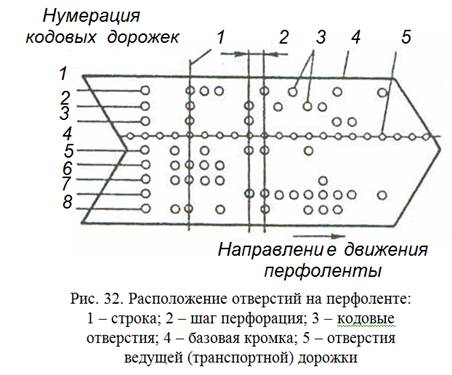
Таблица 5
Кодирование информации на перфоленте при использовании кода ISO-7bit
| Дорожки | Обозна- чение | Наименование | ||||||||||||
| ● | ● | ● | Цифра 0 | |||||||||||
| ● | ● | ● | ● | ● | Цифра 1 | |||||||||
| ● | ● | ● | ● | ● | Цифра 2 | |||||||||
| ● | ● | ● | ● | ● | Цифра 3 | |||||||||
| ● | ● | ● | ● | ● | Цифра 4 | |||||||||
| ● | ● | ● | ● | ● | Цифра 5 | |||||||||
| ● | ● | ● | ● | ● | Цифра 6 | |||||||||
| ● | ● | ● | ● | ● | ● | ● | Цифра 7 | |||||||
| ● | ● | ● | ● | ● | Цифра 8 | |||||||||
| ● | ● | ● | ● | ● | Цифра 9 | |||||||||
| ● | ● | ● | A | Угловой размер относительно оси X | ||||||||||
| ● | ● | ● | B | Угловой размер относительно оси Y | ||||||||||
| ● | ● | ● | ● | ● | C | Угловой размер относительно оси Z | ||||||||
| ● | ● | ● | D | Угловой размер относительно специальной оси, или 3-я подача | ||||||||||
| ● | ● | ● | ● | ● | E | Угловой размер относительно специальной оси, или 2-я подача | ||||||||
| ● | ● | ● | ● | ● | F | Подача | ||||||||
| ● | ● | ● | ● | ● | G | Подготовительная операция (режим работы ЧПУ) | ||||||||
| ● | ● | ● | H | Команда постоянно не закреплена (резерв) | ||||||||||
| ● | ● | ● | ● | ● | I | Не закреплена | Не должны быть использованы в позиционной и прямоугольной системах | |||||||
| ● | ● | ● | ● | ● | J | Не закреплена | ||||||||
| ● | ● | ● | ● | ● | K | Не закреплена | ||||||||
| ● | ● | ● | ● | ● | L | Команда постоянно не закреплена (резерв) | ||||||||
| ● | ● | ● | ● | ● | M | Вспомогательная операция | ||||||||
| ● | ● | ● | ● | ● | N | Порядковый номер | ||||||||
| ● | ● | ● | ● | ● | ● | ● | O | Не используется | ||||||
| ● | ● | ● | P | Размер третичного движения параллельно оси X | ||||||||||
| ● | ● | ● | ● | ● | Q | Размер третичного движения параллельно оси Y | ||||||||
| ● | ● | ● | ● | ● | R | Размер быстрого перемещения по оси Z или размер третичного движения параллельно оси Z | ||||||||
| ● | ● | ● | ● | ● | S | Частота вращения шпинделя | ||||||||
| ● | ● | ● | ● | ● | T | Смена инструмента (его номер) | ||||||||
| ● | ● | ● | ● | ● | U | Размер вторичного движения параллельно оси X | ||||||||
| ● | ● | ● | ● | ● | V | Размер вторичного движения параллельно оси Y | ||||||||
| ● | ● | ● | ● | ● | ● | ● | W | Размер вторичного движения параллельно оси Z | ||||||
| ● | ● | ● | ● | ● | X | Размер первичного движения по оси X | ||||||||
| ● | ● | ● | ● | ● | Y | Размер первичного движения по оси Y | ||||||||
| ● | ● | ● | ● | ● | Z | Размер первичного движения по оси Z | ||||||||
| ● | ● | ● | ● | ● | : | Установка в исходную точку (восстановление информации, например остановка обратной перемотки до заданного положения на ленте) | ||||||||
| ● | ● | ● | ● | ● | + | Плюс | Знаки направления перемещения | |||||||
| ● | ● | ● | ● | ● | - | Минус | ||||||||
| ● | ● | ● | tab | Табуляция (горизонтальная вдоль строки ГТ) | ||||||||||
| ● | ● | ● | ● | ● | / | Произвольный пропуск блока, фразы | ||||||||
| ● | ● | ● | ● | ● | % | Начало программы | ||||||||
| ● | ● | ● | LF | Конец блока, фразы, или кадра (перевод строки ПС) | ||||||||||
| ● | ● | ● | ( | Не для управления | Относится к восприятию команд ленты системой ЧПУ | |||||||||
| ● | ● | ● | ● | ) | Для управления | |||||||||
| ● | ● | ● | ● | ● | ● | ● | ● | ● | Del | Строка не читается (забой ЗБ) | ||||
При программировании необходимо исходить из того, что детальостается условно неподвижной, аинструмент перемещается относительно нее впределах координатной системы. Управляющая программа записывается в системе координат, непосредственно связанной с обрабатываемой деталью (координатная система детали X Д Y Д Z Д ). Началом отсчета этой системы является нуль детали Д. Координатная система детали X Д Y Д Z Д определенным образом располагается относительно координатной системы станка XYZ при этом нуль детали связывается с нулем станка координирующими размерами А, Б, Г.
В качестве координатной системы детали может быть использована координатная система её технологических базили другая удобная система координат, построенная на плоскостях симметрии детали или на пересечении ее сторон.
Внешний вид перфоленты, готовой к практическому использованию, приведен на рис. 33.
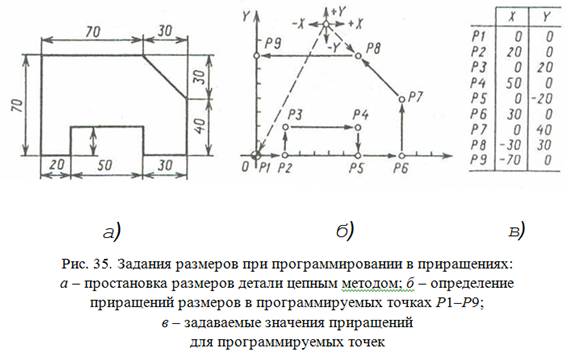
При составлении программы размеры детали могут быть заданы в абсолютных значениях (в координатах) или в приращениях. Для задания размеров в абсолютных значениях наиболее удобным является простановка размеров на чертеже детали по координатному методу. Задание размеров координатным методом предусматривает наличие в чертеже начала отсчета.

Рис. 33. Задания на перфоленте
цифр в двоичном коде
Эта точка выполняет функцию нулевой точки координатной системы детали (нуля детали). Размерные линии располагают параллельно координатным осям, и все они исходят из нулевой точки (рис. 34, а). Для задания размеров в приращениях более удобным является простановка размеров на чертеже по цепному методу. Когда каждый задаваемый размер исходит из ранее образмеренной позиции. При программировании в приращениях размеры, проставленные по цепному методу, необходимо представить как приращения от предыдущей соразмеренной точки в выбранной системе координат детали. С этой целью удобно использовать «малую» скользящую систему координат 0iXiYi (рис. 35)которую последовательно смещают от одной образмеренной точки к другой. Координаты каждой последующей точки N (xi,yi) в этой скользящей системе и представляют собой приращение размеров, используемых при программировании.
При составлении программы необходимо задавать средние размеры детали. Это объясняется тем, что отклонения, возникающие в процессе обработки, с равной вероятностью могут быть направлены как в сторону уменьшения, так и в сторону увеличения размера.
Многие системы управления позволяют реализовать обработку при программировании как в координатах, так и в приращениях. Однако в большинстве случаев программирование в координатах имеет преимущество: ошибка в одном размере (в одной точке) не влияет на остальные размеры, кроме того, при этом достигается большая наглядность. Программирование в приращениях также имеет преимущество в том случае, если отдельные участки контура детали многократно повторяются и соответствующие части программы без смещения координат могут аналогично многократно повторяться.
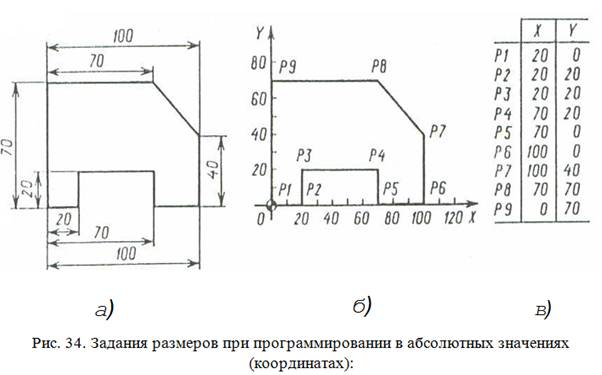
На упрощение процесса программирования существенное влияние оказывает правильный выбор нулевой точки. Например, при выборе начала отсчета в точке P 1(см. рис. 34, б) значения программируемых координат полностью совпадают с поставленными размерами (см. рис. 34, а, в).Однако если за начало отсчета выбрать точку Р 2(см. рис. 34, б)то большинство программируемых координат необходимо пересчитывать.
Для симметричных деталей программирование существенно упрощается, если систему координат детали расположить по осям симметрии с центральным расположением нулевой точки. При этом многие системы управления позволяют представить зеркальное отражение геометрии детали по осям.