При выборе материала детали необходимо учитывать условия, в которых будет работать деталь, характер нагрузок и напряжений, конструкцию детали.
Для изготовления детали «Проставка» применяем Ст 3 ГОСТ 380 – 2005
Таблица 1.1 – Химический состав, %
| C | Si | Mn | S | P | Ni | Cr | Cu |
| 0,14 – 0,22 | 0,15 – 0,3 | 0,4 – 0,65 | до 0,05 | до 0,04 | до 0,3 | до 0,3 | до 0,3 |
Таблица 1.2 – Механические свойствапри Т=20°С
| Сортамент | σв | σT | δ5 | ψ |
| - | МПа | МПа | % | % |
| Трубы, ГОСТ 8696-74 | ||||
| Трубы, ГОСТ 10705-80 | ||||
| Прокат, ГОСТ 535-2005 | 370-490 | 205-255 | 23-26 | |
| Лист толстый, ГОСТ 14637-89 | 370-480 | 205-245 | 23-26 | |
| Арматура, ГОСТ 5781-82 | ||||
| Катанка, ГОСТ 30136-95 | 490-540 |
| Твердость Ст3сп | HB 10-1 = 131 МПа |
σT – твёрдость по Бриннелю, HB
σв – предел прочности при растяжении, МПа
δ5 – предел прочности при изгибе, МПа
ψ – относительное удлинение, %
HB – относительное сужение, %
Таблица 1.3 – Физические свойства
| T (Град) | E 10- 5 (МПа) | a10 6 (1/Град) | l(Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 2,0 |
Т – температура испытания, Град
E – модуль нормальной упругости, МПа
a – значение температурного (линейного) расширения (диапазон 20o - T), 1/°С
l – коэффициент теплоемкости, Вт/(м·°С)
r – коэффициент плотности, кг/м3
С – коэффициент удельной теплоемкости материала (диапазон 2-0o T), [Дж/(кг·град)]
R – величина удельного электрического сопротивления, Ом·м
Для производства детали «Проставка» целесообразно использовать стать Ст3 ГОСТ 380 – 2005, так как она подходит по всем параметрам.
Оценка технологичности детали
При оценке качества продукции наряду с другими показателями качества продукции определяем показатели технологичности, которые характеризуют свойства продукции, обуславливающие оптимальное распределение затрат материалов, средств труда и времени при технологической подготовке производства для изготовления и эксплуатации продукции. Эти затраты зависят от правильного выбора технологического процесса, его оснащения, механизации, автоматизации и применения оптимальных режимов обработки. Анализ технологичности изделия проводится на всех этапах разработки и постановки продукции на производство в соответствии с требованиями нормативно-технической документации.
Оценку технологичности детали выполняют по чертежу детали двумя способами: качественным и количественным.
Качественный анализ
Качественная оценка технологичности детали сводится к установлению открытых, полуоткрытых и закрытых поверхностей. Все открытые и полуоткрытые поверхности легко обрабатываются, они технологичны. Закрытые поверхности труднодоступные, труднообрабатываемые, они не технологичны.
К открытым поверхностям относятся: 1, 2, 3, 4, 5, 7, 8, 9, 11, 13, 15, 17, 23, 27, 28, 29, 30, 31
К полуоткрытым поверхностям относятся: 6, 10, 16, 18, 19, 20, 21, 26
К закрытым поверхностям относятся: 12, 14, 22, 24, 25
Так как открытых и полуоткрытых поверхностей больше чем закрытых, следовательно, деталь легко обрабатываемая, она технологичная.
Точность диаметральных и линейных размеров соответствует: Н11, Н12, Н14, Н15, h14.
Требования к точности детали не завышены. Точность геометрической формы находится в пределах допуска.
Точность взаимного расположения поверхностей находится в пределах допуска.
Шероховатость поверхности в зависимости от участка детали находится в пределах:
Rz 40; Rz 80 Ra 6,3; Ra 12,5
Шероховатости поверхностей деталей не завышена. Деталь состоит из унифицированных поверхностей. Геометрическая форма и размеры детали обеспечивают жёсткость при механической обработке.
В результате проведённого анализа, приходим к выводу, что технологические требования не завышены, деталь технологична.
Так как открытых и полуоткрытых поверхностей больше чем закрытых, то деталь легко обрабатываема и, следовательно, технологична.
Точность диаметральных и линейных размеров соответствует Н7, Н8, квалитетам точности.
Точность геометрической формы находится в пределах допуска.
Точность взаимного расположения поверхностей в зависимости от поверхности составляет: допуск на перпендикулярность торец фланца к втулке составляют не более 0,03 мм.
Точность остальных поверхностей, для которых не указана величина отклонения, находится в пределах допуска.
Шероховатость поверхностей в зависимости от участка детали находится в пределах Ra=6,3; 0,80.
На детали имеются поверхности удобные для использования их в качестве базовых.
Таблица 1.3 – определение базовых поверхностей.
| Номер и наименование операции | Базовые поверхности | ||
| Технологические | Конструкторские | Измерительные | |
| 005 Программно- комбинированная | 1, 5, 13 | 1, 5, 13 | 1, 5, 13 |
| 010 Программно- комбинированная | 7, 6, 13 | 7, 6, 13 | 7, 6, 13 |
Проанализировав данные таблицы, приходим к выводу, что соблюден принцип постоянства и единства баз. Следовательно, погрешность базирования сводится к минимуму, деталь технологична.
В результате проведенного качественного анализа приходим к выводу, что технологические требования не завышены - деталь технологична.
Количественный анализ.
Для определения количественной оценки технологичности проводим расчет коэффициента качества точности (Кт и Кш). Для их определения находим геометрическую точность каждой поверхности и всей детали в целом.
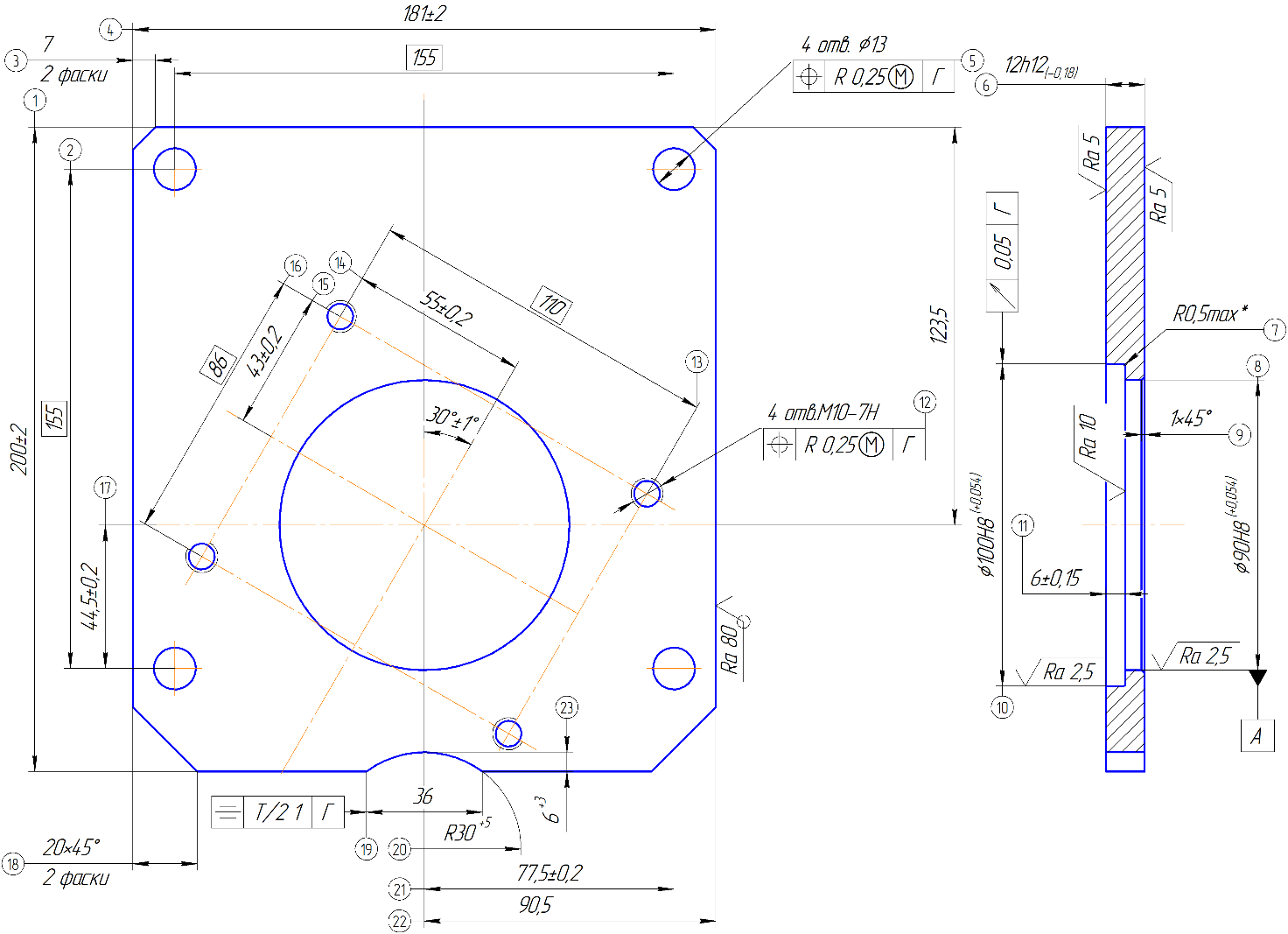
Рисунок 1
Таблица 1.4 – Данные анализа эскиза детали
| № поверхности | Количество поверхностей | Выдерживаемый размер, мм | Квалитет точности | Шероховатость поверхности | Класс шероховатости |
| Ø45 | H14 | 6,3 | |||
| Ø35 | Н7 | 0,8 | |||
| Ø17 | Н11 | 6,3 | |||
| Н11 | 6,3 | ||||
| h14 | 12,5 | ||||
| Н14 | 12,5 | ||||
| Ø50 | h7 | 0,8 |
Продолжение таблицы 1.4
| H9 | 6,3 | ||||
| Ø37 | Н14 | 12,5 | |||
| H9 | 6,3 | ||||
| 15⁰ | ±js14 | - | - | ||
| Ø10 | H8 | 3,2 | |||
| H9 | 6,3 | ||||
| Ø72 | H7 | 0,8 | |||
| Ø11 | h11 | 6,3 | |||
| Ø95 | H14 | 12,5 | |||
| H14 | 12,5 | ||||
| H14 | 12,5 | ||||
| Ø48 | h11 | 6,3 | |||
| h11 | 6,3 | ||||
| 45⁰ | ±js14 | - | - | ||
| R0,5 | ±js14 | - | - |
Далее рассчитываем среднеарифметические значения квалитетов и классов шероховатости, затем рассчитываются Кт и Кш по формулам:

Где  - средний квалитет точности детали.
- средний квалитет точности детали.

 – квалитетточности i –той поверхности;
– квалитетточности i –той поверхности;
 – количество размеров соответствующего квалитетаточности.
– количество размеров соответствующего квалитетаточности.



Где  – средний класс шероховатости детали.
– средний класс шероховатости детали.

Где  – класс шероховатости i –той поверхности;
– класс шероховатости i –той поверхности;
 – число поверхностей соответствующего класса шероховатости.
– число поверхностей соответствующего класса шероховатости.

Вывод: Проанализировав таблицу приходим к выводу, что при обработке детали «Втулка» соблюдается принцип единства и постоянства баз, следовательно погрешность базирования сводится к минимуму, рассчитанные коэффициенты больше базовых.


В результате проведенного качественного и количественного анализа приходим к выводу, что технологические требования не завышены – деталь технологична.