предназначаются для выполнения различных технологических процессов горячей штамповки из сортового металла: открытой и закрытой штамповки, горячего прессования и т.д., в условиях крупносерийного и массового производства.
На рисунке 1 показана типовая конструкция КГШП. К достоинствам этих прессов относится быстроходность, высокая жесткость конструкции, сравнительно небольшие размеры штампового пространства. Большое число ходов пресса обусловлено необходимостью уменьшения продолжительности контакта штампа с заготовкой при обработке горячего металла.
Рисунок 1 — Кривошипный горячештамповочный пресс
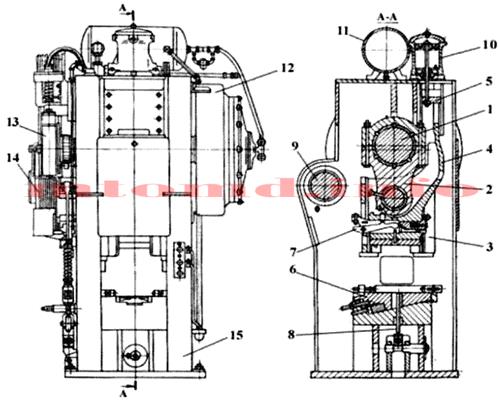
1 – главный эксцентриковый вал; 2 – шатун; 3 – ползун; 4 – хобот ползуна;
5 – дополнительные направляющие ползуна; 6 – клиновой стол;
7 – механизм верхнего выталкивателя; 8 – механизм нижнего выталкивателя;
9 – приводной вал; 10 – уравновешиватель ползуна; 11 – ресивер;
12 – пневмофрикционная муфта включения; 13 – пневмофрикционный тормоз;
14 – маховик; 15 – станина
Главные особенности КГШП состоят в следующем:
· жесткая конструкция главных узлов и пресса в целом, что вызвано необходимостью резко уменьшить величину упругой деформации деталей пресса в целях повышения точности штамповки;
· усиленные направляющие ползуна, что вызвано необходимостью уменьшения величин перекосов ползуна при внецентренной нагрузке;
· увеличенное число ходов ползуна, что обусловлено необходимостью уменьшения продолжительности контакта штампа с заготовкой при обработке горячего металла.
Неподвижная часть штампа крепится на клиновом столе пресса. Такая конструкция стола пресса предназначена для расклинивания главного механизма в случае заклинивания, а также для регулировки закрытой высоты штампового пространства при наладке штампов.
Вторая часть штампа крепится к ползуну с помощью сменной подштамповой плиты. Ползун имеет направляющие поверхности, образованные на его боковых поверхностях (количество направляющих поверхностей может быть различным, чаще всего 4).
Рисунок 2 — Варианты регулировки закрытой высоты в КГШП
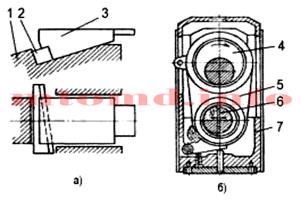
а – с помощью клинового стола; б – с помощью эксцентриковой оси в нижней головке шатуна;
1 – наклонная плоскость основания стола; 2 – поперечный клин; 3 – клиновая подушка стола; 4 – эксцентриковый вал; 5 – шатун; 6 – эксцентриковая ось; 7 – ползун
Устройство регулирования закрытой высоты штампового пространства с помощью клинового стола (см. рисунок 2, а) имеет ряд недостатков: трудности при наладке; засорение мест скольжения стола по станине; большая металлоемкость стола. Поэтому в современных конструкциях КГШП регулирование закрытой высоты штампового пространства осуществляется при помощи эксцентриковой оси, соединяющей шатун с ползуном, или дополнительной эксцентриковой втулки в этом соединении (см. рисунок 2, б).
Рисунок 3 — Конструкция уравновешивателя ползуна
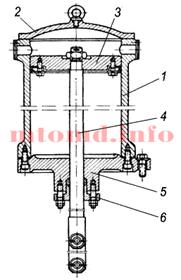
1 – корпус пневмоцилиндра; 2 – верхняя крышка; 3 – поршень; 4 – шток;
5 – нижняя крышка; 6 – фланец предназначенный для удержания уплотнения
Большая масса ползуна с шатуном и эксцентриковым валом не позволяет уравновесить массы всех деталей исполнительно механизма. Поэтому уравновешивается только масса ползуна с массой верхней половины штампы.
При опускании ползуна пресса находящийся под поршнями 3 (см. рисунок 3) уравновешивающих цилиндров воздух выталкивается в ресивер (см. рисунок 1, поз. 11). Уравновешиватель фактически играет роль пружины, а ресивер используется для более плавного роста усилия на ползуне. Правильное уравновешивание достигается соответствующим подбором воздушного давления, изменяемого при помощи редукционных вентилей.
Высокая жесткость кривошипно-ползунного механизма КГШП обеспечивается:
· применением в качестве главного вала эксцентрикового вала;
· коротким, без регулировки длины шатуном;
· массивным ползуном с двойным направлением.
На рисунке 4 приведена кинематическая схема изучаемого КГШП усилием 80 МН конструкции НКМЗ. Особенностью конструкции данного пресса является то, что он имеет двусторонний привод эксцентрикового вала и, соответственно, два двигателя, две пневматические фрикционные муфты включения, два пневматических фрикционных ленточных тормоза, подъемный стол и лебедку для установки и смены штампов.
Рисунок 4 — Кинематическая схема КГШП
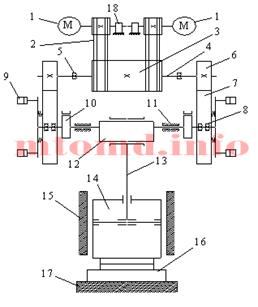
1 – приводной электродвигатель; 2 – клиноременная передача; 3 – маховик;
4 – приводной вал; 5 – опоры качения приводного вала; 6 – ведущая шестерня;
7 – ведомое колесо; 8 – опоры качения ведомого колеса 7; 9 – пневмофрикционная муфта включения; 10 – ленточный тормоз; 11 – опоры скольжения главного вала; 12 – главный эксцентриковый вал; 13 – шатун; 14 – ползун; 15 – направляющие ползуна; 16 – стол пресса; 17 – станина; 18 — тахометр
Во многих случаях использование КГШП, предназначенных для горячей объемной штамповки, значительно эффективнее, чем молотов.
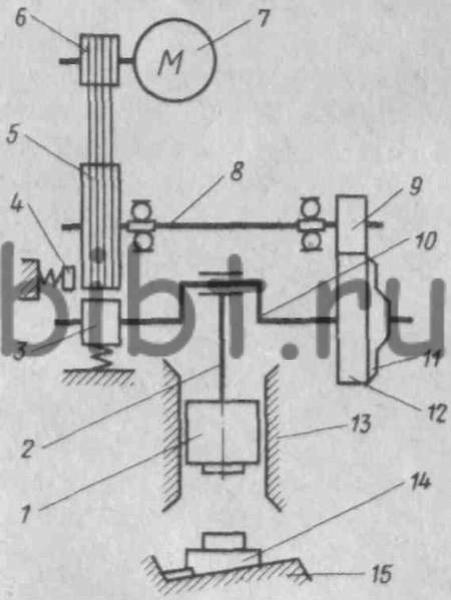
Рис. 4.7. Кинематическая схема кривошипного горячештамповочного пресса
Особенностью конструкции КГШП (рис. 4.7) является то, что все усилия, возникающие при штамповке, воспринимаются массивной станиной, на которой установлен электродвигатель 7, вращающий через шкив 6 и клиноременную передачу маховик 5, закрепленный на приемном валу 8. С этого вала через зубчатые колеса 9 и 12 вращение передается коленчатому валу 10, соединенному шатуном 2 с ползуном 1, который может совершать возвратно-поступательное движение по направляющим 13. Кривошипно-шатунный механизм включается от ножной педали фрикционной пневматической муфтой 11; для остановки выключают пневматическую муфту и включают пневматический ленточный тормоз 3. Маховик останавливают тормозом 4 при выключенном электродвигателе. На станине 15 пресса установлен клиновой стол 14, предназначенный для регулирования высоты штампов при их установке.
Для уравновешивания ползуна в верхней части пресса установлены уравновешивающие пневматические цилиндры, под поршни которых, связанные штоками с ползуном, непрерывно подается сжатый воздух. Для управления прессом используют сжатый воздух давлением 600 кПа из цеховой магистрали, который поступает вначале в ресивер, из него — в расходный резервуар пресса и далее - к пусковой педали, в уравновешивающие цилиндры и воздухораспределитель, управляющий синхронно работой тормоза 3 и фрикционной муфты 11. При включении тормоза муфта отключается, и наоборот.
В отличие от молотов такие прессы имеют жесткий график движения ползуна, полный ход которого вверх и вниз одинаков и равен удвоенному радиусу кривошипа. В крайних верхнем и нижнем положениях вследствие перемены направления движения скорость ползуна всегда равна нулю, а в момент соприкосновения верхней части штампа с заготовкой — 0,3— 0,8 м/с.
КГШП имеют выталкиватели для принудительного удаления поковок из верхней и нижней половин штампа, не требуют громоздких шаботов и фундаментов; при их эксплуатации в сочетании с индукционным нагревом улучшаются санитарно-гигиенические условия труда в цехе, уменьшаются шум и сотрясение зданий. Основные параметры КГШП усилием от 6,3 до 63 МН с числом ходов ползуна от 90 до 35 в минуту регламентированы ГОСТ 6809—70. В отдельных случаях изготовляют КГШП усилием 100— 120МН.
КГШП снабжают различными устройствами для механизации и автоматизации процесса штамповки:
автоматическими перекладчиками заготовок из ручья в ручей;
грейферными подачами и манипуляторами, работающими синхронно с автоматическими индукционными нагревательными установками.