ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
Приспособления для фрезерных станков в зависимости от назначения подразделяются на:
· приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие ее смещение или вибрацию под действием сил резания или собственной массы;
· приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки). К приспособлениям относят также устройства, применение которых позволяет расширить возможности фрезерного станка: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
Приспособления для закрепления заготовок.
При их использовании необходимо соблюдать следующее:
а) для уменьшения холостого хода станка приспособления должны крепиться на столе с таким расчетом, чтобы расстояние между заготовкой и фрезой в исходном положении стола было наименьшим;
б) рукоятки и гайки для зажима заготовки должны располагаться на приспособлении таким образом, чтобы ими было удобно и безопасно пользоваться;
в) размеры приспособления не должны превышать размеры рабочей части стола;
г) высота зажимных рукояток должна быть меньше расстояния между приспособлением и кольцами фрезерной оправки в рабочем положении.
На фрезерных станках широко применяют универсальные зажимные приспособления - машинные тиски различных конструкций (рис. 1).
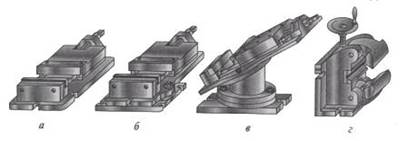
Рис. 1. Машинные тиски: а - неповоротные; б - поворотные (поворот вокруг вертикальной оси); в - универсальные (поворот вокруг двух осей); г - специальные (для закрепления валов)
|
|
Механизированный привод тисков (пневматический, гидравлический или пневмогидравлический) обеспечивает их быстродействие, сокращая время на закрепление и открепление заготовок. Универсальные тиски позволяют с помощью простых недорогих наладок устанавливать и закреплять заготовки широкой номенклатуры. На рис. 2. приведена конструкция универсальных тисков с гидравлическим приводом.
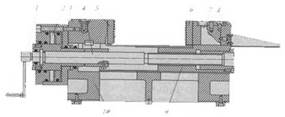
Рис. 2. Универсальные тиски с гидравлическим приводом: 1 - рукоятка; 2 - гидроцилиндр двухстороннего действия; 3 - неподвижная губка; 4 - винт; 5, 6 - сменные наладки; 7 - ось; 8 - поворотная губка; 9 - подвижная губка; 10 - корпус; 11, 12 - соответственно цилиндрический и ромбический штыри
Тиски представляют собой корпус 10 с неподвижной 3 и подвижной 9 губками. Заготовки можно устанавливать как на плоскость направляющих планок, так и в сменные установочно-зажимные наладки 5 и 6, которые закрепляются на губках тисков с помощью двух штырей -- цилиндрического 11 и ромбического 12. Заготовки прижимаются к сменной наладке 5 неподвижной губки 3 посредством сменной наладки 6 поворотной губки 8. Сила зажима передается подвижной губке 9 от гидроцилиндра 2 двухстороннего действия через винт 4. Поворотная губка 8 шарнирно закреплена на оси 7 подвижной губки 9, что обеспечивает возможность ее самоустановки при закреплении заготовок с непараллельными плоскостями. Положение подвижной губки регулируют вращением рукоятки 1.
Для обработки заготовок сложной конфигурации используют сменные наладки тисков сложной конструкции (рис. 3.). Губка 1 тисков имеет на базовой плоскости фиксирующие штыри 2 для точной установки сменной наладки 3 при обработке заготовки 4.
|
|

Рис. 3. Сменная наладка тисков: 1 -- губка; 2-- штырь; 3-- сменная наладка; 4-- заготовка
На рис. 4. приведен пример многоместной наладки камертонного типа к тискам. Пять заготовок 4 устанавливают в гнезда разрезного корпуса 3, зажимаемого в тисках 2. Заготовки закрепляются подвижной губкой тисков, сжимающей лепестки 1 корпуса.
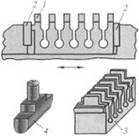
Рис. 4. Многоместная наладка камертонного типа к тискам: 1 лепестки корпуса; 2 - тиски; 3 - корпус; 4 - заготовка
Для повышения производительности фрезерных станков используются многопозиционные и многоместные приспособления с автоматизированным приводом.
Прихваты с ручным приводом (рис. 5, а) используют для закрепления заготовок 4 или каких-либо приспособлений на столе фрезерного станка болтами 3. Нередко один из концов прихвата 2 попирается на подставку 1 (рис. 5, б).
Гидрофицированные прихваты показаны на рис. 5, в, г, д, е. Гидроцилиндр может быть выполнен в виде отдельного блока (см. рис. 5, в). Другие конструкции (см. рис. 5, г, д, е) имеют встроенный гидропривод.




Рис. 6. Прихваты: 1 - подставка; 2 - прихват; 3 - болт; 4 - заготовка; 5 - гидроцилиндр
Элементы приспособлений с прихватами стандартизованы. В качестве примера на рис. 6. представлено приспособление, собираемое из стандартизованных элементов. В нем прихваты имеют ручной привод.
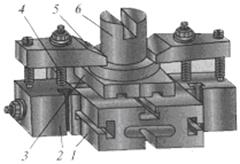
Рис. 6. Стандартизованное приспособление на базе прихватов с ручным приводом:
1 - базовая плита; 2 - опора; 3 - установочная планка; 4 - крепежный болт; 5 - прихват; 6 -заготовка.