При обработке заготовок длиной более трех диаметров, валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых отверстий, в качестве установочных элементов используют центры, устанавливаемые в конические отверстия шпинделя пиноли передней и задней бабок. Неподвижные (рис.3, а-в) и вращающиеся (рис.3, г,д) центры устанавливают в задней бабке, а неподвижные в шпинделе. Для обычных работ конус переднего центра изготовляют с углом а=60°, для тяжелых работ а=90°. Для получения цилиндрической поверхности оси центров передней и задней бабок токарного станка должны совпадать. Центры изготовляют из инструментальной стали; твердость поверхности конуса HRC 55-58.
Рис.3. Конструктивные схемы различных центров: а - обыкновенный; б - рифленый; в - с выточкой, г - вращающийся для заготовок с центровыми углублениями; д - вращающийся для заготовок с коническими концами.
При обработке пустотелых деталей напроход используют рифленые центры (рис. 4, б), для подрезки торца - центры с выточкой (рис.4, в).
Для точной фиксации заготовок по торцу, в частности на станках с ЧПУ, используются «плавающие» (подпружиненные) центры.
При больших усилиях резания и высоких скоростях необходимо жесткое крепление заготовок. При этом обыкновенные центры быстро изнашиваются из-за больших сил трения между поверхностью вращающейся заготовки и неподвижной поверхностью центра.
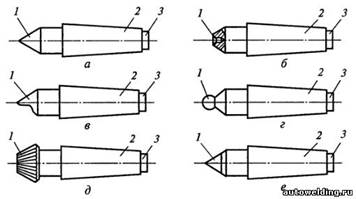
Рис. 4. Типы токарных центров:
а — упорный; б — обратный; в — полуцентр упорный; г — со сферической рабочей частью; д — с рифленой поверхностью рабочего конуса; е — с твердосплавным наконечником;
1 — рабочая часть; 2 — хвостовая часть; 3 — опорная часть
Центры служат для установки (базировки) заготовок между шпинделем станка и пинолью задней бабки. Для установки заготовок в центрах, на их торцах предварительно высверливают центровые отверстия. Передача крутящего момента от шпинделя при обработке в центрах обычно осуществляется патронами или поводковыми устройствами.
Поводковые патроны.
Обыкновенный поводковый патрон показан на рис. 5. Палец-поводок 3 закреплен гайкой 1 в корпусе 2, конструкция которого обеспечивает безопасность работы, поскольку хомутик и палец спрятаны в чаше корпуса.
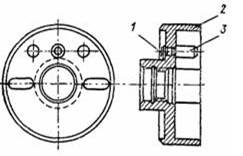
Рис.5. Поводковый патрон
На рисунке 6 приведен поводковый патрон, навинчиваемый на шпиндель, и хомутик 2, закрепляемый на левом конце заготовки с помощью болта 3
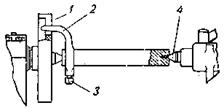
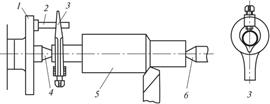
Рис.6. Установки заготовок в центрах
. При скоростной обработке валов применяют задние центры 4 наплавленные сормайтом или оснащенные пластинками из твердых сплавов, а также вращающиеся центры. С целью сокращения времени для закрепления заготовки и обеспечения безопасности работы применяют различные хомутики. Действие самозажимного хомутика легко помять при рассмотрении рисунка. При вращении поводкового патрона его палец 2 упирается в рычаг 1 хомутика, который и зажимает обрабатываемую заготовку 3.
Хомутики.
Токарные хомутики бывают обыкновенные и самозатягивающиеся, показаны на рис. 7. Более удобны в работе хомутики самозахватывающей конструкции. Одна из них показана на рис. 6, б. В корпусе 5 на шарнире 4 закреплен хвостовой кулачок 2, имеющий насечку на секторной поверхности, прилегающей к поверхности вала. Пружина 3 обеспечивает заклинивание хомутика после установки его на вале, а палец 1 поводкового патрона — вращение заготовки.
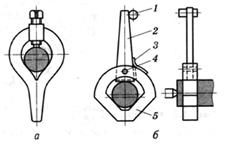
Рис.7. Хомутики

5. Установка деталей на планшайбе
В тех случаях, когда заготовки не могут быть установлены и закреплены в патронах, например, из-за своей неправильной геометрической формы, применяют планшайбы (рис.8).
Планшайба представляет собой плоский диск 2, который крепится к фланцу 1, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Поперечное сечение паза может быть фигурной или и Т-образной формы. Т-образные пазы 11 (рис. 8, б) создают удобства при монтаже приспособлении: центрирующих устройств, кулачков, прижимных и опорных планок, прихватов, комплектов зажимных бортов, упоров, домкратов, подставок.
Рис. 8. Конструкция планшайбы: а - поперечное сечение; б - вид в плане.
Установку прямоугольной заготовки выполняют следующим образом. В Т-образных пазах планшайбы закрепляют с помощью крепежных болтов три кулачка с регулируемыми болтами. Предварительно сориентированную заготовку крепят прижимной планкой с помощью болтов. Устанавливают противовес и стопорят его упором, расположенным в Т-образном пазу планшайбы (масса противовеса и его расположение должны обеспечивать равномерное, без резкой остановки вращение планшайбы от рук при отключенном шпинделе). Затем окончательно выверяют заготовку индикатором часового типа и регулировочным болтами; окончательно закрепляют заготовку и приступают к обработке отверстия.
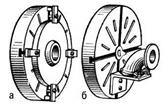
Рис.9. Пример крепления детали на планшайбе:
а - при помощи прихватов, б - при помощи угольника: