РАСТОЧНЫЕ СТАНКИ. НАЗНАЧЕНИЕ, ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА.
Расточные станки предназначены для обработки корпусных деталей. На них можно производить растачивание, сверление, фрезерование, зенкерование, нарезание резьб и т.п.В зависимости от характера выполняемых операций, назначения и конструктивных особенностей эти станки подразделяют на универсальные и специализированные. В свою очередь универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно- расточные. Для этих типов станков наиболее существенным параметром, определяющим основные размеры станка, является диаметр шпинделя.
Горизонтально-расточные станки.
Характерной особенностью этих станков являются наличие горизонтального шпинделя, который совершает главное (вращательное) движение, а также может иметь движение осевой подачи, согласованное с вращательным. В шпинделе крепится борштанга с резцами, сверло, зенкер, фреза, метчик и др. Широкое применение получают станки с программным управлением, сокращающим время их переналадки, повышающим производительность труда и качество обработки.
Формообразующими движениями в этих станках являются вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке, в зависимости от условий обработки. Вспомогательными движениями являются установочные перемещения шпиндельной бабки в вертикальном направлении, установочное перемещение стола в продольном и поперечном направлениях, установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д.
Диаметр выдвижного шпинделя, определяющий основной параметр станка, лежит в пределах 80...320 мм. Современные станки имеют индивидуальные приводы подач от высокомоментных двигателей для каждой оси. Величина рабочих подач достигает 12 000 мм/мин, а ускоренных - 15 000 мм/мин.
Станки являются широкоуниверсальными и позволяют производить различные виды работ, показанных на рис. 62. Точность формы расточенных отверстий зависит от их размеров и колеблется в пределах 2...15 мкм. Отклонение от круглости отверстий, полученных фрезерованием с использованием системы ЧПУ, составляет около 30 мкм. Точность линейного позиционирования узлов составляет около 15...30 мкм на длине 1 м. Зона нечувствительности - около 5 мкм, а повторяемость - около 10 мкм. Дальнейшее повышение точности часто ограничивается температурными явлениями. Точность позиционирования поворотного стола около 5".
При использовании дополнительных сменных узлов (фрезерных головок, планшайб и др.) можно проводить фрезерование взаимно перпендикулярных плоскостей (рис. 62, г. II), растачивать канавки при радиальном перемещении ползушки планшайбы, устанавливаемой на шпинделе, обрабатывать наружные цилиндрические поверхности (рис. 62, г, III) и т.п.Большое разнообразие различных видов обработки, производимой на горизонтально-сверлильных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения
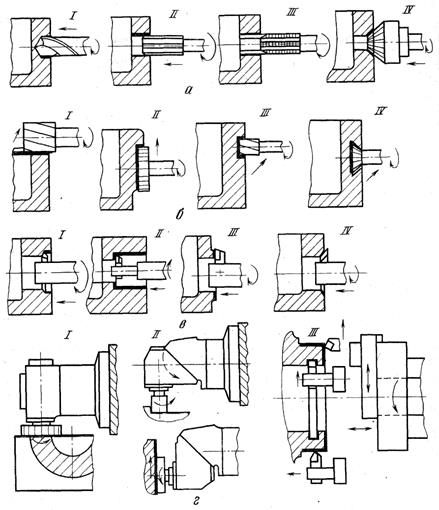
Рис. 62.Схемы обработки различных поверхностей на горизонтально-расточном станке: сверление, развертывание, нарезание резьбы метчиком, зенкерование (схемы а, I, II, III, IV соответственно); фрезерование (схема б-I) цилиндрической, торцовой (схема б-II), концевой (схема б-III), угловой (схема б-IV) фрезами; растачивание: сквозных отверстий (схема в-I), с подрезкой торца (схема в-II), подрезка торца (схема в-III), получение конической поверхности (схема в-IV); обработка различных поверхностей с использованием дополнительных приспособлений: горизонтальных плоскостей с помощью угловой фрезерной головки (схема г-I); взаимно перпендикулярных плоскостей с помощью поворотной (на 90°) фрезерной головки (схема г-II); наружной поверхности, торца и кольцевой канавки с помощью планшайбы.
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ.
Координатно-расточные станки используются в основном при обработке деталей, к поверхностям которых предъявляются высокие требования по точности. На станках можно сверлить и растачивать отверстия (в том числе осуществлять тонкое растачивание), зенкеровать, производить чистовое фрезерование плоскостей и фрезеровать канавки, нарезать резьбу метчиком. С помощью наклонно-поворотного стола возможна обработка отверстий, расположенных под углом к базовым поверхностям.
Станки можно использовать и в качестве измерительных машин для контроля линейных размеров по трем осям, угловых размеров межцентровых расстояний. Можно осуществлять точную маркировку в виде кернения, а также производить деление и разметку на металлических поверхностях. Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и протачивать торцовые поверхности.
Например, координатно-расточный станок мод. 2Д450 оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок может использоваться как в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат до 0,004 мм и в полярной системе — 5΄΄. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, составляет 0,006 мм.