КУРСОВАЯ РАБОТА
По дисциплине «Метрология, стандартизация и сертификация»
Выполнил: Бандяева Н. А.
Проверил: Касаткина Е.Г.
Магнитогорск 2006
Содержание
Введение
. Анализ нормативных документов
Типы и основные размеры
Технические требования
Приемка
Методы испытаний
Транспортирование и хранение
. Определение целей сертификации
. Подготовка производства к сертификации
Технологический процесс изготовления сеток с квадратными ячейками из стальной рифленой проволоки
Контроль состояния технологического оборудования
Контроль состояния технологического производства
Разработка положений по контролю продукции в процессе производства
Организация входного контроля закупной продукции
Организация пооперационного контроля
Организация контроля готовой продукции
. Графическая часть
Заключение
Список литературы
Введение
ОАО «УК «ММК-Метиз» является одним из крупнейших в России производителей метизов. 12-15% составляют общие поставки на рынок СНГ.
ОАО «УК «ММК-Метиз» изготавливает продукцию, используемую в различных отраслях промышленности: в автомобилестроении, машиностроении, строительстве и в сельском хозяйстве.
На заводе выпускают высокопрочные болты с гайками, шурупы, винты, железнодорожный крепеж, гвозди, сетку, электроды, а также проволоку различного назначения.
Часть выпускаемой продукции отправляют на экспорт в США, Германию, Италию, Грецию и т.д.
В данном курсовом проекте будет рассмотрена нормативная и техническая документация на один из видов выпускаемой предприятием сетки проведен анализ состояния производства для проведения сертификации данного вида продукции, а также определены цели сертификации и выбран орган сертификации.
|
|
Анализ нормативных документов
В условиях цеха металлических сеток ОАО «ММК - Метиз» действуют следующие стандарты:
. СТП СМК 4.3-01-2005 «Контроль готовой продукции»
. СТП СМК 5.4-03-2004 «Система менеджмента качества. Организация входного контроля»
. СТП СМК 4.6-01-2005 «Система менеджмента качества. Период использования»
. СТП СМК 7.6 «Система менеджмента. Управление устройством мониторинга и измерения. Метрологическое обеспечение производства»
Сетка с квадратными ячейками из стальной рифленой проволоки изготавливается по ГОСТ 3306 - 88.
Типы и основные размеры
Настоящий стандарт распространяется на сетки с квадратными ячейками из предварительно рифленой проволоки, предназначенные для просеивания каменных углей, горючих сланцев, кокса, руд черных и цветных металлов, агломерата, окатышей, нерудных строительных и других кусковых и сыпучих материалов, а также для фильтрации.
Основные параметры и размеры:
. Сетки подразделяются:
· по точности размера стороны ячейки в свету:
· нормальной точности,
· повышенной точности - П; по конструкции
· ЧР - частично рифленые - проволока утка имеют изгиб рифления в местах переплетения, а проволоки основы не рифленые, не имеют изгиб при изготовлении (рис. 1);
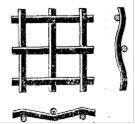
Рисунок 1
Р- рифленые - проволоки основы и утка имеют изгиб рифления в местах переплетения (рис. 2)
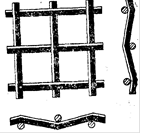
Рисунок 2
СР - сложно рифленые - проволоки основы и утка имеют дополнительный изгибы рифления по сторонам ячейки (рис. 3)
|
|

Рисунок 3
. Номинальный размер стороны ячейки в свету и диаметр проволоки основы и утка должны соответствовать приведенным в табл. 1
Таблица 1
| Номер сетки | Номинальный размер стороны ячейки в свету, мм. | Диаметр проволоки основы и утка, мм. |
| Сетки частично рифленые - ЧР | ||
| 1,6 | 1,6 | Основа 0,9, уток 1,0 |
| 2,0 | Основа 1,2, уток 1,3 | |
| 2,6 | 2,6 | 1,2 |
| 3,0 | 1,2; 1,4 | |
| 4,0 | 1,6 | |
| Сетки рифленые - Р | ||
| 1,6 | ||
| 2,0 | ||
| 2,2 | ||
| 3,0 | ||
| 3,0;3,6 | ||
| 3,0 | ||
| 3,0;4,0 | ||
| 3,6;4,0 | ||
| 3,6 | ||
| 4,0;5,0 | ||
| 3,6;5,0 | ||
| 5,0 | ||
| 5,0 | ||
| 5,0;6,0 | ||
| Сетки сложно рифленые - СР | ||
| 5,0;6,0 | ||
| 5,0;6,0 | ||
| 5,0;6,0 | ||
| 5,0;5,6;6,0 | ||
| 5,6;6,0 | ||
| 6,0;8,0 | ||
| 6,0;10,0 | ||
| 6,0;8,0;10,0 | ||
| 8,0;10,0 | ||
| 8,0;10,0 | ||
| 10,0 | ||
| 10,0 | ||
| 10,0 |
Допускаемое отклонение от номинального размере стороны ячейки в свету не должно быть более значений, приведенных в табл. 2.
Таблица 2
| Конструкция сетки | Допускаемое отклонение от номинального размера стороны ячейки в свету, %, для сеток | |
| Повышенной точности | Нормальной точности | |
| ЧР | ±4,0 | ±5,0 |
| Р | ±2,5 | ±3,0 |
| СР | ±2,5 | ±3,0 |
. Ширина сетки должна быть 1000, 1250, 1500, 1750, 2000 мм. По требованию потребителя для сеток частично рифленых ширина должна быть до 2500 мм. с промежуточной градацией 100 мм.
Предельное отклонение ширины сетки от номинальной не должно быть более значений, приведенных в табл. 3.
Таблица 3
| Сетка, изготовленная из проволоки диаметром, мм. | Предельное отклонение ширины сетки от номинального | |
| Повышенной точности | Нормальной точности | |
| До 5,0 включ. | -20 | ±20 |
| Св. 5,0 | +50 | +50 |
Технические требования
|
|
Сетки должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Сетки должны изготовляться из проволоки термически необработанной по ОСТ 14-4-210-87:
· углеродистой из стали марок 45, 50, 55;
· низкоуглеродистой диаметром 8,0, 10,0 мм.;
· высоколегированной из стали марок 12х18н9т, 12х18н10т, диаметром 0,9- 6,0 мм, проволоки термически необработанной высоколегированной из стали марок 20х13, 30х13 по ГОСТ 18143-72 диаметром 0,9-6,0 мм. и проволоки из высокомарганцовистой стали марки г12 диаметром 3-8 мм. но нормативно- технической документации.
На поверхности проволоки на изгибах рифления не должно быть трещин.
Перевертывание и свободное перемещение отдельных проволок в сетке не допускается. В сетке не должно быть разорванных проволок.
Допускается соединение концов проволок укладкой концов внахлестку или надставкой на длине не менее З ячеек. Соединение внахлестку или надставкой должно быть не более одного на сетке площадью 1 м2. На сетке, изготовленной в картах, на одной проволоке должно быть не более одного соединения.
Концы проволок основы и утка в готовой сетке должны быть подрезаны и длина их не должна превышать:
мм - для сеток с размером ячеек 8 мм и менее;
мм - для сеток с размером ячеек от 10 до 75 мм вкл.;
мм - для сеток с размером ячеек 80, 100 мм.
Допускается изготовление сетки из проволоки диаметром более 5,0 мм без подрезки проволок утка в пределах указанных величин.
Сетки частично рифленые должны быть свернуты в рулон. Рулон может состоять из нескольких кусков сетки, длина которых кратна указанной потребителем.
Минимальная длина куска сетки в рулоне должна быть не менее 1000 мм. Сетки рифленые и сложно рифленые изготовляют в виде прямоугольных карт длиной до 5000 мм, а по требованию потребителя длиной более 5000 мм.
Предельное отклонение от длины куска сетки в рулоне или карты ±50 мм.
Каждый рулон сетки должен быть перевязан низкоуглеродистой проволокой диаметром 1,8-2,5 мм. по ГОСТ 3282-74 или ОСТ 14 - 4-210-87 в трех местах - по середине и по краям.
Упаковка сетки, транспортируемой в районы Крайнего Севера и районы, приравненные к ним, по ГОСТ 15846-79.
Масса рулона 300-1500 КГ. По требованию потребителя масса рулона не должна превышать 80 кг.
Сетки формируются в пакеты из рулонов или карт по ГОСТ 21929-76, ГОСТ 23238-78, ГОСТ 24597-81.
Масса пакета не должна превышать 1500 кг. В качестве средства пакетирования применяется катанка диаметром 6,5 мм по ОСТ 1415-193-86 или лента по ГОСТ 3560-73. Пакет увязывается не менее чем в двух местах.
К каждому рулону или пакету должен быть прикреплен ярлык, на котором указывают:
· товарный знак или наименование и товарный знак предприятия изготовителя;
· условное обозначение сетки;
· длину и ширину сетки;
· количество карт или рулонов в пакете или кусков сетки в рулоне.
Транспортная маркировка-по ГОСТ 14192-77.
Живое сечение и теоретическая масса сетки площадью 1 м2 приведены в табл. 4
Таблица 4
| Номер сетки | Диаметр проволоки основы и утка, мм. | Живое сечение, % | Теоретическая масса, кг. |
| Сетки частично рифленые - ЧР | |||
| 1,6 | Основа 0,9, уток 1,0 | 4,8 | |
| Основа 1,2, уток 1,3 | 6,5 | ||
| 2,6 | 1,2 | 5,2 | |
| 1,2 | 4,5 | ||
| 1,4 | 5,1 | ||
| 1,6 | 6,0 | ||
| Сетки рифленые - Р | |||
| 1,6 | |||
| 7,5 | |||
| 2,2 | 7,7 | ||
| 10,7 | |||
| 3,6 | 12,5 | ||
| 7,9 | |||
| 7,4 | |||
| 12,2 | |||
| 3,6 | 9,6 | ||
| 11,6 | |||
| 3,6 | 9,1 | ||
| 10,5 | |||
| 15,5 | |||
| 3,6 | 7,9 | ||
| 14,2 | |||
| 13,1 | |||
| 12,2 | |||
| 10,8 | |||
| 15,2 | |||
| Сетки сложно рифленые - СР | |||
| 8,9 | |||
| 12,6 | |||
| 8,2 | |||
| 11,7 | |||
| 7,8 | |||
| 7,3 | |||
| 5,6 | 9,1 | ||
| 10,2 | |||
| 5,6 | 8,1 | ||
| 9,2 | |||
| 8,2 | |||
| 14,5 | |||
| 7,7 | |||
| 21,2 | |||
| 7,2 | |||
| 12,3 | |||
| 18,7 | |||
| 11,5 | |||
| 17,5 | |||
| 10,8 | |||
| 16,4 | |||
| 15,4 | |||
| 14,5 | |||
| 11,9 |
Приемка
Сетки принимаются партиями. Партия должна состоять из сеток одной конструкции, одного номера, размера и материала и должна быть оформлена одним документом о качестве, содержащим:
· товарный знак или наименование и товарный знак предприятия изготовителя;
· условное обозначение сетки;
· длину и ширину сетки в рулоне или карты;
· количество карт или рулонов;
· общее количество сетки в квадратных метрах.
Для проверки отсутствия разорванных проволок и трещин на поверхности проволоки, диаметра проволоки, количества перевертываний и соединений проволок, размера стороны ячейки в свету, длины и ширины сетки от партии отбирают 10°/о сетки, но не менее двух карт или двух рулонов.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенном количестве карт или рулонов. Результаты повторной проверки распространяются на всю партию.
Методы испытания
Диаметр проволоки измеряют микрометром по ГОСТ 6507-78 до изготовления сетки и на выступающих концах проволоки в сетке. Допуск на диаметр проволоки проверяется перед изготовлением сетки.
Отсутствие трещин на поверхности проволоки в изгибах рифления определяют визуально в процессе рифления и на поверхности проволок в сетке. При возникновении разногласий в оценке наличия трещин применяют лупу ЛИ-3-1Ох по ГОСТ 25706-83.
Отсутствие разорванных проволок, определение количества перевертываний и соединений проволок в сетке определяют визуально.
Размер стороны ячейки в свету определяют отдельно по направлению утка и основы как среднее результатов трех измерений, проведенных в трех местах сетки, отстоящих от края полотна не менее чем на 100 мм. Прямая линия, соединяющая любые два места измерения, не должна совпадать с направлением утка и основы.
Размер стороны ячейки а в миллиметрах вычисляют по формуле
l
а = - - d
n
где l - длина участка, на котором расположены последовательно отсчитанные ячейки от начала первой проволоки до начала последней, мм;
n - число отсчитанных ячеек, равное 15 для сеток от №1, б до 10, равное 10 для сеток от №12 до №25, равное 5 для сеток от №32 до №100;
d - фактический диаметр проволоки, мм.
Длину участка измеряют линейкой по ГОСТ 427-75. За окончательный результата размера стороны ячейки в свету принимают среднее арифметическое трех замеров по каждому направлению.
Ширину и длину сетки измеряют по концам проволок. Ширину измеряют линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-80, длину - линейкой ГОСТ 427-75, рулеткой по ГОСТ 7502-80 илы счетчиком. Длину выступающих концов проволок основы и утка измеряют линейкой по ГОСТ 427 -75.
Диаметр стороны ячейки длину выступающих концов проволок основы и утка, ширину сетки частично рифленой измеряют по наружному слою сетки в рулоне.
Отсутствие трещин на поверхности проволоки в изгибах рифления, разорванных проволок, количество перевертываний и соединений проволок проверяют в процессе изготовления сетки.
Ячейки должны иметь прямоугольную форму. Предельное отклонение угла ячейки от номинального не должно превышать ±100. Угол ячейки проверяют угломером по ГОСТ 5378 или шаблоном в трех местах сетки.
Методика определения неплоскостности карт сеток для камнеотборника по ТУ 14-4-1319.
Для проверки неплоскостности карт сеток должен использоваться стол с гладкой горизонтальной рабочей поверхностью. Размеры рабочего стола 1500 х 1500 мм.
Неплоскостность сетки определяется стрелой прогиба между поверхностью сетки и плоской поверхностью стола, на которую укладывается сетка.
В сетке должна определяться максимальная неплоскостность, которая определяется стрелой прогиба.
Место максимальной неплоскостности для замера определяется визуально. При неявно выраженной неплоскостности максимальная величина прогиба определяется путем замера не менее чем в трех местах карты сетки.
Стрела прогиба замеряется штангенциркулем по ГОСТ 166. Карта сетки укладывается на гладкую поверхность стола. Глубиномер штангенциркуля устанавливается до соприкосновения с поверхностью стола в любом месте по краям сетки или в любой ячейке в плоскости сетки и определяется расстояние от наружной поверхности сетки до поверхности стола. Для определения стрелы прогиба из полученного результата вычитается значение толщины сетки. Величина толщины сетки замеряется в любом месте по краям сетки в месте переплетется проволок.
Замеры неплоскостности производятся на любой стороне карты.
Контроль качества сетки частично рифленой для обоечных машин по ТУ 14-198-1 10.
Качество переплетения проволок в готовой сетке проверяют визуально без применения увеличительных приборов.
Число проволок на 1 дм сетки проверяют отдельно по основе и утку подсчетом числа полностью укладывающихся проволок в 1 дм. Замер производится рулеткой с ценой деления 1 мм в трех местах сетки, одно из которых расположено в середине сетки, а два других - по краям, но не ближе 50 мм от края полотна сетки. За результат принимается среднее арифметическое значение трех измерений по каждому направлению.
Толщину сетки замеряют микрометром по ГОСТ 6507 в трех местах сетки. Окончательную толщину определяют как среднее арифметическое значение трех измерений.
Длину выступающих концов утка замеряют рулеткой с ценой деления 1 мм. Длину и ширину сетки замеряют по концам проволок утка и основы рулеткой с ценой деления 1 мм.
Транспортирование и хранение
Сетки транспортируют транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.