Методы создания электрических соединений основаны на непосредственном контактировании соединяемых материалов и использовании промежуточных материалов в зоне соединения (рис. 1). Непосредственное контактирование соединяемых материалов осуществляют под воздействием давления (холодная сварка, накрутка, обжимка), теплоты и давления (различные методы сварки), давления и физического воздействия (УЗ-сварка). Соединения с промежуточными материалами в виде присадок припоя (пайка) или токопроводящего клея (склеивание) выполняют под действием давления и теплоты.

рис. 1. Классификация методов выполнения электрических соединений
Основные требования, предъявляемые к электрическим соединениям при монтаже ЭА:
· минимальное электрическое переходное сопротивление в зоне контакта;
· механическая прочность, близкая к прочности соединяемых материалов;
· стабильность электрических и механических параметров во времени при внешних воздействиях;
· высокая надежность и долговечность в заданных условиях эксплуатации;
· экономичность и производительность процесса создания;
· легкость и достоверность контроля качества.
Низкое электрическое переходное сопротивление и высокая механическая стабильность соединений достигаются за счет сил атомной связи, при которой атомы контактирующих металлов, оставаясь в узлах кристаллической решетки, отдают со своих внешних оболочек электроны, коллективизируемые в виде электронного газа. Для возникновения металлической связи необходимо атомы металлов сблизить до расстояния 1—10 нм и ввести энергию в зону соединения. Энергия может быть введена посредством нагрева, давления или трения. При нагреве с ростом температуры увеличивается подвижность атомов, а с появлением жидкой фазы значительно возрастает скорость диффузии.
Давление необходимо для сближения взаимодействующих металлических поверхностей на расстояния, при которых действуют силы Ван-дер-Ваальса. При степени деформации больше 50 % благодаря диффузии возникает металлическая связь. При перемещении механических поверхностей относительно друг друга в процессе трения в месте соприкосновения макровыступов поверхности создаются высокие удельные давления, которые приводят к пластическому течению или расплавлению металла.
Серьезным препятствием для контактирования являются жировые пленки и химические оксиды на поверхности соединяемых металлов. Удаление этих пленок химическими (флюсованием, обезжириванием) или физическими (ультразвуком, плазменной очисткой) методами является неотъемлемой частью процесса образования соединения.
Наиболее важным показателем электрических соединений является переходное электрическое (контактное) сопротивление. Если сравнить падение напряжение в трех случаях: в сплошном проводнике на участке АВ (рис. 2), в зоне контакта двух соединенных непосредственно друг с другом материалов и в зоне контакта через промежуточный материал, то окажется, что оно будет различным.
Для сплошного проводника электрическое сопротивление постоянному току Rv определяется на основании известного закона Ома. Для двух соединенных металлических проводников одинакового сечения и материала электрическое сопротивление контакта

где R пер — переходное электрическое сопротивление. В этом случае гомогенную связь между материалами нарушают различные поверхностные неровности и оксидные пленки в месте контакта и переходное сопротивление складывается из сопротивления оксидных пленок R п и сопротивления сужению R c:

Сопротивление сужению возникает вследствие неровности поверхности контакта, наличия дефектов в зоне контакта и стягивания линий тока.
Для электрического соединения через промежуточный материал контактное сопротивление складывается из следующих составляющих:
 ,
,
где R м — электрическое сопротивление слоя промежуточного материала.

а сплошной проводник; б непосредственное контактирование;
в соединение через промежуточный материал
рис. 2. Схема измерения падения напряжения в зоне контакта:
Поскольку отношение удельных электрических сопротивлений оловянно-свинцовых припоев и медного проводника  , то контактное сопротивление паяного соединения выше, чем соединения с непосредственным контактированием. С учетом этого расчет паяного соединения на токовую нагрузку проводится в наиболее "тяжелом" варианте, т. е. считается, что весь ток проходит через припой. Для круглых деталей, соединяемых встык при D 2 > D 1 (рис. 3, а), диаметр припоя в соединении рассчитывается так:
, то контактное сопротивление паяного соединения выше, чем соединения с непосредственным контактированием. С учетом этого расчет паяного соединения на токовую нагрузку проводится в наиболее "тяжелом" варианте, т. е. считается, что весь ток проходит через припой. Для круглых деталей, соединяемых встык при D 2 > D 1 (рис. 3, а), диаметр припоя в соединении рассчитывается так:
 ,
,
где D 1 — диаметр соединяемого проводника.
Сравнительная характеристика параметров электрических соединений, выполненных различными методами, приведена в табл. 1.
Паяные электрические соединения нашли самое широкое применение при монтаже ЭА благодаря следующим достоинствам: низкому и стабильному электрическому сопротивлению, широкой номенклатуре соединяемых металлов, легкости автоматизации, контроля и ремонта. Недостатки паяных соединений связаны с высокой стоимостью используемых цветных металлов, необходимостью удаления остатков флюса, низкой термостойкостью.
Сварные электрические соединения по сравнению с паяными имеют следующие преимущества: более высокая механическая прочность, отсутствие присадочного материала, меньшая площадь контакта. К недостаткам следует отнести: критичность при выборе сочетаний материалов, увеличение переходного сопротивления из-за образования интерметаллидов, сложность группового контактирования и ремонта.
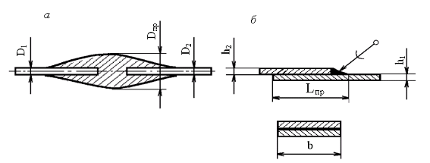
а стыковое; б нахлесточное
рис. 3. Соединения пайкой:
Табл. 1. Параметры электрических соединений
| Вид соединения | Переходное сопротивление R пер, мОм | Прочность Р, МПа | Интенсивность отказов 1·10-9, ч–1 | Тепловое сопротивление R т, °С/Вт |
| Сварка | 0,01—1 | 100—500 | 0,1—3,0 | 0,001 |
| Накрутка | 1—2 | 60—80 | 0,2—0,5 | 0,0005 |
| Пайка | 2—5 | 40—50 | 1—10 | 0,002 |
| Обжимка | 1—10 | 20—50 | 2—5 | 0,001 |
| Токопроводящим клеем | (1—10) Ом·м | 5—10 | 5,0 |
Электрические соединения, основанные на пластической деформации элементов в холодном состоянии (накрутка и обжимка), характеризуются высокой механической прочностью, низким переходным электрическим сопротивлением, легкостью механизации, экономичностью и надежностью при эксплуатации. К недостатками относятся: необходимость специальных контактирующих элементов, увеличенная площадь контакта.
Накрутка — это соединение оголенного провода со штыревым выводом, имеющим острые кромки, путем навивки провода на вывод с определенным усилием. При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку и образуя газонепроницаемое соединение. Концентрация напряжений в зоне контакта и значительное давление (до 15—20 МПа) обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений.
Обжимка представляет собой способ образования контактного соединения под действием сильной пластической деформации соединяемых элементов. Вследствие холодной текучести контактирующих поверхностей между соединяемыми материалами образуется газо- и вибростойкое соединение.
Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах, что не вызывает изменения структуры соединяемых материалов. Токопроводящие клеи — контактолы — относятся к гетерогенным структурам, в которых связующим являются различные смолы, а наполнителем — порошки серебра, золота, палладия, никеля, меди, графита. Основную массу таких клеев приготавливают на основе эпоксидных, уретановых, силиконовых композиций.
Контактолы применяются при монтаже ЭА в тех случаях, когда пайка невозможна, так как нагрев ведет к повреждению термочувствительных компонентов, а также в труднодоступных местах сборочных единиц и блоков (например, для присоединения кристаллов и подложек ИМС к корпусам, при ремонте печатных плат, при заземлении компонентов, в СВЧ-устройствах). Контактолы имеют низкое удельное объемное электрическое сопротивление и стабильные электрические свойства при эксплуатации в жестких климатических условиях. Клеи типа К-8, К-12 применяются для соединения палладиевых, серебряных и медных поверхностей; К-16, К-17 — покрытых припоем ПОС 61 и ПСрОС3-58, ТПК-3 — диэлектрических и металлических поверхностей. Недостатками данного вида соединений являются высокое электрическое сопротивление контакта, низкие термостойкость и надежность.
Для посадки кристаллов ИМС на основания используют токопроводящие пасты. При автоматизированной сборке кристаллов больших размеров токопроводящие пасты обеспечивают высокую производительность, низкую стоимость, невысокую температуру процесса.
Токопроводящая композиция на основе клея ВК-32-200 содержит 30—35 % никелевого порошка с размером частиц менее 10 мкм и 0,3—0,45 % порошка монокристаллического кремния с размером частиц 0,5—2 мкм. Удельное объемное сопротивление композиции составляет (1,5—2)·104 Ом·см, предел прочности соединений на разрыв 10—15 МПа. Недостатком данной композиции является изменение ее прочностных свойств при последующих операциях (термокомпрессионная разварка выводов), а также сложность поддержания однородного состава в процессе приклеивания. Лучшие характеристики имеют токопроводящие композиции с металлическим наполнителем — порошком серебра. Так, композиция Ablebond 84 фирмы Ablestik имеет удельное сопротивление 1·10-4 Ом·см, предел прочности соединений на разрыв — до 26 МПа.
НАКРУТКА И ОБЖИМКА
Монтаж накруткой, предназначенный для получения электрических соединений одножильных проводов со штыревыми выводами разъемов, был разработан в США в 1952 г. фирмой Bell Lab's и широко применяется для электрического монтажа блоков, панелей и рам ЭВМ. Монтаж накруткой исключает применение припоев и флюсов, ускоряет процесс межблочного монтажа, повышает надежность соединений по сравнению с паяными, создает возможность автоматизации межблочного монтажа.
Контактное соединение накруткой — соединение неизолированного одножильного провода со штыревым выводом, имеющим острые кромки, при котором провод навивается на вывод с определенным усилием (рис. 4). При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку, и образуют газонепроницаемое соединение. Концентрация напряжений в зонах контакта и среднее давление порядка 170 МПа обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений. Срок службы соединений при нормальных климатических условиях 15—20 лет.

а внешний вид; б сечение; 1 штырь; 2 одножильный провод; 3 область газонепроницаемого соединения; 4 кромка штыря
рис. 4. Соединение накруткой:
Соединение накруткой должно иметь минимальное переходное сопротивление (не более 1—3 мОм), сумму площадей контактных точек больше площади поперечного сечения провода во избежание местного перегрева при прохождении тока.
Перечисленные требования обеспечиваются выбором материала штыревого вывода, конструкции соединения, технологических режимов. Материал штыревого вывода должен обладать прочностью и упругостью, чтобы противостоять усилию скручивания, а также высокой электропроводностью. Лучшими материалами, имеющими высокий модуль упругости, низкое остаточное напряжение и коэффициент линейного теплового расширения, близкий к коэффициенту медного провода, являются бериллиевая, фосфористая и кремнистая бронзы (например, Бр.Б2 содержит в среднем 2 % бериллия, Бр. КМц3-1 — до 3 % кремния, отличается высокой коррозионной стойкостью и заменяет дорогостоящую бериллиевую бронзу). Формы поперечного сечения выводов под накрутку приведены на рис. 5.

а квадратная; б прямоугольная; в ромбовидная; г U-образная;
д V-образная
рис. 5. Формы поперечного сечения выводов
Наибольшее распространение получили штыри квадратной и прямоугольной формы; U- и V- образные штыри обладают большей упругостью и применяются при рабочих температурах до 180 °С, когда снижение напряжения в проводах компенсируется силой упругости штырей и позволяет сохранять электрические и механические параметры соединений. Для защиты поверхностей штыревых выводов от коррозии, а также для снижения переходного контактного сопротивления применяют следующие покрытия штырей: гальваническое золочение (3—6 мкм), серебрение (6—9 мкм), лужение (олово или олово — свинец толщиной 35—40 мкм).
При расчете числа витков следует учитывать, что выводы квадратной, прямоугольной и ромбовидной форм сечения имеют по 4 точки контактирования на виток, V-образной и треугольной — 3, U-образной — 2,5. Две первые и две последние точки не дают надежного соединения, поэтому их не учитывают при расчетах.
При монтаже накруткой применяют три вида соединений: обычное, модифицированное и бандажное (рис. 6).

а обычное; б модифицированное; в бандажное
рис. 6. Виды соединений накруткой
Обычное соединение получают путем накрутки на штырь неизолированного участка (4—8 витков) одножильного провода. Модифицированное соединение имеет дополнительно 1—2 витка провода в изоляции, что уменьшает концентрацию напряжений в точке касания провода первого витка и уменьшает вероятность обрыва при вибрациях. Бандажное соединение используют для крепления многожильного провода или вывода ЭРЭ к штырю путем накрутки нескольких витков бандажного провода на параллельно расположенный вывод и бандажируемый элемент (провод, вывод, шина и т. д.). Для всех видов соединений накруткой необходимо плотное прижатие витков друг к другу, не допускается выход конца первого витка за пределы соединения, что увеличивает опасность случайной развивки. При монтаже накруткой на каждом выводе рекомендуется выполнять не более трех соединений. Учитывая конструктивные особенности соединений накруткой (рис. 7), длину вывода можно рассчитать по следующей формуле:
 ,
,
где n 1, n 2 — число неизолированных и изолированных витков провода; d 1, d 2 — диаметры неизолированных и изолированных проводов; l 1 — расстояние между первым витком и основанием (1 мм); l 2 — расстояние между витками; l 3 — расстояние между соединениями; N — число соединений на выводе.

рис. 7. Схема для расчета длины вывода
Контактное соединение накруткой получают с помощью специального инструмента — электрифицированного пистолета для накрутки. Основным элементом, обеспечивающим формирование соединения, является валик, имеющий два отверстия: центральное для размещения штыря и боковое ступенчатое для размещения неизолированного и изолированного участков монтажного провода (рис. 8). На торце валика выполнена проточка, форма которой определяет качество соединения. На валик в осевом направлении действует пружина, от упругих свойств которой зависит однородность и плотность навивки провода. Сила Р давления валика на провод формирует витки соединения и при оптимальном значении (5—30 Н) обеспечивает их плотное прилегание друг к другу.

рис. 8. Схема образования соединения накруткой
С помощью монтажного пистолета типа НП-4В при наличии предварительно заготовленных проводов монтажник может выполнить до 50—80 соединений в час. При этом основная часть времени уходит на поиск очередного места соединения, выбор перемычки соответствующей длины и т. д.
При ручном монтаже конец провода со снятой на рекомендуемую длину изоляцией сначала вставляют в канавку концевой части навивочного валика до тех пор, пока края изоляционной оболочки провода не натолкнутся на края канавки. После этого его загибают вокруг втулки так, чтобы он не закрывал среднее отверстие концевой части, и придерживают. Затем инструмент насаживают на предназначенный для соединения штырь так, чтобы он прошел в среднее отверстие концевой части, и включают привод.
При накрутке ось отверстия в направляющей втулке, воспринимающего штырь, должна находиться точно на одной линии с продольной осью штыря. Нужно следить также за тем, чтобы у первого витка соединения провод не развернулся вокруг собственной оси, так как иначе в этом месте возникает концентрация напряжения и провод может порваться.
Если на одном и том же штыре необходимо изготовить несколько соединений, то накрутку начинают у закрепленного конца штыря так, чтобы край дула инструмента слегка касался поверхности крепления штыря (или находился бы от нее на расстоянии 1—2 мм). Второе и третье соединения выполняются аналогично, но здесь концевая часть упирается в готовое соединение. Время собственно накрутки составляет около 1 с, продолжительность всей операции (введение провода, его изгиб, насаживание на штырь, включение, навивка, остановка, снятие инструмента) занимает около 2,5 с. Качество соединения практически не зависит от навыка оператора, так как время накрутки провода весьма мало.
Для повышения производительности монтажа накруткой применяют полуавтоматы типа АА-53 где автоматизирован поиск координаты очередного соединения и перемычки соответствующей длины. При этом на монтажном столе по координатам x и y перемещается инструментодержатель, а программа соединений вводится с перфоленты в устройство управления. Система световой индикации ячеек облегчает монтажнику поиск соответствующей перемычки. Производительность монтажа на таких установках увеличивается до 200—500 соединений в час, а число ошибок сокращается до 0,01 % от числа соединений.
Обжимкой называют способ постоянного соединения, которое осуществляется посредством сильной пластической деформации соединяемых поверхностей и разъединяется только с разрушением. Суть метода состоит в том, что провод 1 помещают в хвостовую часть соединительного элемента 2, имеющего форму втулки, и обжимают (рис. 9).
 рис. 9. Соединение обжимкой
рис. 9. Соединение обжимкой
Благодаря высокому удельному давлению соединяемые металлы подвергаются значительной пластической деформации, и вследствие холодной текучести контактирующих поверхностей между соединенными материалами возникает интенсивный молекулярный контакт. После пластической деформации под действием остаточной упругой деформации соединяемые поверхности сжимаются с определенной силой. Такое соединение обладает высокой проводимостью, газостойкостью, теплостойкостью и вибростойкостью.
Выбирать материал, размеры проводов и элементов для соединения нужно так, чтобы после окончания операции обжатия сила натяжения провода была больше, чем релаксация элемента. Вследствие ослабления внутренней напряженности материалов это давление несколько уменьшается, но оставшегося усилия достаточно для поддержания надежного контакта с высокой проводимостью. Релаксация может быть механического или технического происхождения (вибрация, быстрое изменение температуры).
Механическое соединение считается годным тогда, когда его прочность на растяжение меньше, чем прочность на разрыв. Если изолированный провод порвется под влиянием нагрузки на растяжение, то этот разрыв трудно обнаружить под изоляционной оболочкой провода. Большое усилие обжатия более выгодно, так как при этом соединение имеет более низкое переходное сопротивление. Таким образом, переходное сопротивление и прочность на растяжение соединения зависят от величины деформации, а величина деформации — от размеров основных материалов, участвующих в соединении металлов.
Механическая прочность соединения характеризуется силой F в, необходимой для вытягивания провода при разрушении соединения, которая зависит от силы сжатия F (рис. 10). Из рисунка видно, что с возрастанием силы сжатия, а также по мере снижения отношения h / D 0 (где h — размер деформации; D 0 — начальный диаметр элемента) сила вытягивания возрастает только до определенного значения. Если сила сжатия превышает оптимальное значение, то сила вытягивания уменьшается.

рис. 10. Рабочая диаграмма деформации
Большая сила сжатия может вызвать трещины, повреждения и явиться причиной сильного сокращения поперечного сечения. Малая сила сжатия приводит к соединению с зазорами в поперечном сечении, что неблагоприятно сказывается на их прочности и электропроводности. Таким образом, целесообразно выбирать силу сжатия, т. е. размеры деформации, между величинами F min и F max, т. е. h / D 0 max и h / D 0 min.
Относительная проводимость соединения G отн может быть вычислена по проводимости соединения Gr и проводимости провода Gn :  . Эта величина имеет тенденцию к возрастанию с ростом силы сжатия. Если при обжатии провода заняли свое место внутри обжимающего элемента и их плотность достигла определенной степени (около Fn max), то с дальнейшим увеличением силы давления (и деформации) относительная проводимость соединения уже не увеличивается. Максимум этой кривой обычно не совпадает с Fn опт.
. Эта величина имеет тенденцию к возрастанию с ростом силы сжатия. Если при обжатии провода заняли свое место внутри обжимающего элемента и их плотность достигла определенной степени (около Fn max), то с дальнейшим увеличением силы давления (и деформации) относительная проводимость соединения уже не увеличивается. Максимум этой кривой обычно не совпадает с Fn опт.
Обжимка давно применяется в сильноточной электротехнической аппаратуре для непаяного соединения кабельных наконечников, в электронике она начала применяться последние 10—15 лет. Площадь эффективной контактной поверхности должна составлять 200—400 % площади сечения соединяемых проводов. В качестве материалов втулок используется медь, бронза с гальваническим защитным покрытием. Обжимку выполняют с помощью пистолетов, имеющих производительность до 500 соединений в час, или полуавтоматов (до 2000 соединений в час) и работающих на сжатом воздухе. Прочность соединений определяется силой вытягивания, которая для провода диаметром 0,5 мм равна приблизительно 80 Н.
ЛИТЕРАТУРА
1. Достанко А.П., Пикуль М.И., Хмыль А.А. Технология производства. - Мн.: Вышэйшая школа, 2004.
2. Технология поверхностного монтажа: Учеб. пособие / Кундас С.П., Достанко А.П., Ануфриев Л.П. и др. – Мн.: «Армита - Маркетинг, Менеджмент», 2000.
3. Технология радиоэлектронных устройств и автоматизация производства: Учебник/ А.П. Достанко, В.Л.Ланин, А.А. Хмыль, Л.П. Ануфриев; Под общ. ред. А.П. Достанко. – Мн.: Выш. шк., 2002