ЭГС-18-1 22.04.2020г.
Технология электродуговой сварки и резки металла
Тема: СВАРКА С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ.
Одним из способов повышения производительности дуговой сварки является уменьшение объема наплавленного металла на единицу длины шва. Этот способ положен в основу сварки с глубоким проплавлением. Необходимая прочность соединения обеспечивается глубиной проплавления свариваемых деталей.
Объем наплавленного металла шва с глубоким проплавлением меньше, чем обычного шва. На такой шов расходуется меньше электроэнергии и электродов, так как он образуется за счет большей доли основного расплавленного металла.
Способ сварки с глубоким проплавлением разработан инженерами А. Д. Бондаренко и А. С. Чесноковым и нашел широкое применение в практике сварки, особенно при изготовлении строительных конструкций, тонкостенных резервуаров, корпусов судов и других изделий из стали толщиной 4— 12 мм.
Глубина проплавления увеличивается с увеличением тока. Повышение тока на 50 а увеличивает глубину проплавления в среднем на 1 мм.
При сварке с глубоким проплавлением электрод опирается кромкой покрытия на свариваемый металл (рис. 130, а). После возбуждения дуги на конце электрода образуется чехольчик из нерасплавившегося покрытия, внутри которого горит дуга. Чехольчик предохраняет электрод от короткого замыкания.
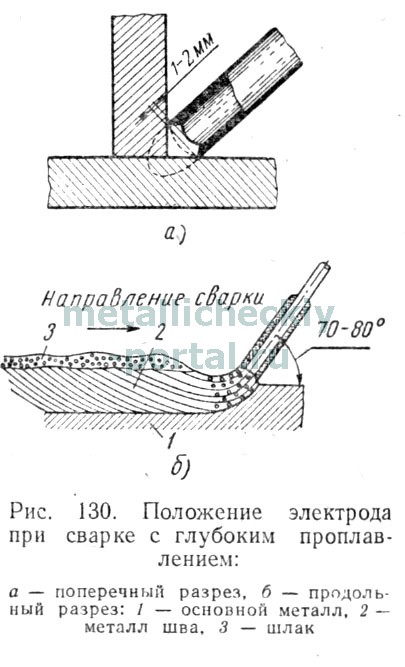
Сварщик нажимает электрододержателем в сторону направления сварки, и по мере расплавления свариваемого металла и покрытия электрода равномерно перемещает его без поперечных колебаний. Электрод должен быть наклонен к линии шва под углом 70—80° (рис. 130,6). Жидкий металл давлением газов вытесняется в сторону, противоположную направлению сварки, образуя валик шва. При этом обнажается основной металл, который подвергается воздействию дуги.
|
|
Сварка выполняется электродами с покрытием ОЗС-3, толщина слоя покрытия у которых больше, чем у обычных. Вес покрытия составляет 60— 80% от веса стержня, отношение диаметра электрода к диаметру стержня 1,5—1,6.
Тавровые соединения сваривают в лодочку (рис. 131), при которой обеспечивается более равномерное заполнение шва жидким металлом. Скорость сварки зависит от величины тока. Если уменьшить скорость сварки, оставив ток неизменным, то размеры сечения шва увеличатся. Для получения тех же размеров шва при пониженной скорости сварки ток необходимо уменьшать.
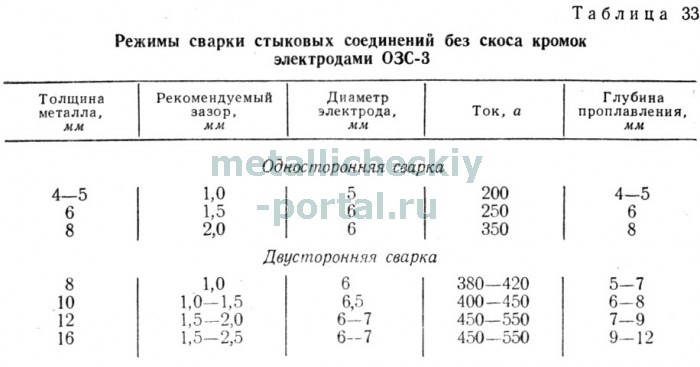
Приемы сварки стыковых соединений такие же, как и при сварке втавр. Для обеспечения надлежащего формирования шва применяют электроды с более толстым слоем покрытия, чем при сварке тавровых соединений. Стыковые соединения без скоса кромок сваривают на режимах, приведенных в табл.33.

Стыковые швы на толстом металле следует сваривать со скоростью не ниже 20 м/ч в несколько проходов (слоев). При повышенной скорости сварки получается шов меньшей ширины, требующий меньшего расхода электродов, электроэнергии и времени на сварку. Многослойная сварка обеспечивает получение металла шва более высокого качества вследствие отжига при наложении последующих слоев.
Домашнее задание: