Для нанесения припойной пасты на печатную плату применяются те же методы, что и для нанесения адгезива: метод трафаретной печати и с помощью специальных дозаторов. Наиболее широко используется метод трафаретной печати (рис. 2). Его достоинства и недостатки уже рассматривались выше. Для крупносерийного производства наиболее важным достоинством, определяющим широкое применёние этого метода, является сочетание высокой производительности с хорошей повторяемостью наносимых сложных рисунков расположения контактных площадок.
Рассмотрим особенности применения метода трафаретной печати для нанесения припойных паст. Метод реализуетcя с помощью металлических или сетчатых трафаретов и металлических шаблонов. Сетчатый трафарет представляет собой жёсткую рамку, на которой натянута металлическая или неметалличесая сетка (рис. 3).

Рис. 2. Основные стадии трафаретной печати
Сетка в трафарете является несущей конструкцией для нанесения рисунка топологии контактных площадок с помощью фоточувствительной эмульсии, имеющей заданную толщину, которая совместно с сеткой определяет толщину наносимого слоя припойной пасты. Эту толщину можно рассчитать с помощью следующего выражения:
tпс=tсk + tэ,
где tnc — толщина нанесенного слоя пасты (рис. 3); tс — толщина сетки; tэ — толщина эмульсии; k — коэффициент прозрачности сетки (табл. 3).

Рис. 3. Расчетная схема толщины слоя припойной пасты, наносимой через сетчатый трафарет
Таблица 3 - Параметры сеток для трафаретов
| Материал сетки | Число ячеек на 25 мм | Диаметр провода, мкм4 | Размер окна, мкм | Прозрачность, % | Толщина пленки, мкм |
| Полиэстер Нержавеющая сталь |
Как видно из таблицы, сетки трафаретов изготавливаются из полиэстера и нержавеющей стали. Более дешёвым материалом является полиэстер. Он имеет высокую температуру плавления, хорошую химическую стойкость, стабильность размеров, высокую твердость поверхности, малую величину текучести под нагрузкой, а также низкое влагопоглощение. Однако по сравнению с нержавеющей сталью полиэстер обладает меньшей прочностью,что не позволяет применять для сеток проводники малых диаметров. Поэтому трафареты с сетками из нержавеющей стали выдерживают значительно большие значения растягивающих усилий при натяжении сетки на рамку, что обеспечивает большую точность при нанесении паст на большие рабочие поверхности. Кроме того, за счет меньшего диаметра нитей такие трафареты позволяют получать ячейки большей площади при одном и том же их количестве на единицу поверхности, что обеспечивает их большую прозрачность.
Стандартная толщина трафарета в технологии ПМ составляет 200мкм. Учитывая разнообразие паст, в некоторых случаях могут применяться и другие толщины (например, 175,130 мкм). Для компонентов с малым шагом выводов (Р≥ 0,4мм) используются трафареты толщиной 120 мкм чаще всего ступенчатой формы (рис. 4).

Рис. 4. Трафарет ступенчатой формы для компонентов с малым шагом выводов
Учитывая технологические особенности трафаретной печати и реологические свойства паст, размеры окна (ширина и длина) выбираются меньше размеров контактной площадки. Рекомендуются следующие соотношения для расчета размеров окна трафарета:

где W — размер контактной площадки (W ≥ 0,4 мм, толщина трафарета 200 мкм).
Для случая W < 0,4 мм (толщина трафарета 120 мкм):

При больших размерах окон трафаретов (более 2 мм) в припойной пасте могут появляться пробелы (пустоты, углубления). Для исключения этого недостатка рекомендуется большие окна разделять на несколько малых, как это показано на рис. 5.
При этом следует использовать следующие рекомендации:
• если размер контактной площадки равен 2—3 мм, то число окон выбирается равным 2, если 3-4 мм, то 3 (рис. 3.15);
• расстояние между внешней кромкой окна и контактной площадкой выбирается в соответствии с приведенными выражениями и составляет 0,05 и 0,015 мм;

Рис. 5. Пример разделения большого окна
• толщина стенок между окнами, исходя из условий механической стабильности трафарета, выбирается от 0,2 до 0,3 мм;
• размер окон должен быть кратен 0,1 мм.
При ультрамалом шаге контактных площадок (Р < 0,4 мм) может наблюдаться такой дефект трафаретной печати, как растекание («размазывание») припойной пасты. Устранение этого дефекта достигается изготовлением трафарета с меньшими допусками на размеры окон, применением окон с расширенной нижней частью, регулярной отпечаткой нижней части трафарета.
Окна высокоточных трафаретов выполняются методами химического травления (до 0,5 мм), с помощью лазерного фрезерования (менее 0,3 мм). В последние годы для этих целей применяется метод электрохимического осаждения никеля.

Рис. 6. Конструкция ракеля для трафаретной печати ПМ-изделий (а), для ГИС (б)
В отличие от технологии ГИС при ПМ используются металлические ракели ромбовидного или прямоугольного сечения с алмазным покрытием, что обеспечивает качественное нанесение пасты на платы большой площади и большую износостойкость их рабочих поверхностей (рис.6).
Для нанесения припойных паст при мелкосерийном производстве (как и адгезива) эффективным является применение точечных дозaторов (dispensing). В настоящее время имеются две разновидности этого метода: дозирование за счет выбора давления в диспенсере и времени выдавливания («time-pressure» method) (рис. 7) и с помощью червячного экструдера («rotary-pump» method) (рис. 8).
Применяемая оснастка и режимы работы диспенсирования должны обеспечить требуемую массу, форму и позицию точки припойной пасты на контактной площадке. Для получения требуемого качества паяных соёдинений масса припойной пасты в точке должна составлять от 0,22 мг (ИМС с шагом 0,65 мм) до 1,16 для транзисторных корпусов. Допустимое отклонение массы точки (2о) должно быть не более 25%. Для уменьшения растекания припойной пасты за пределы контактной площадки отношение массы пасты к диаметру точки должно быть 0,5 мг/мм для малых точек (0,2—-0,35 мг) и около 1 мг/мм для больших точек (0,35— 1,1 мг).
При использовании первого метода необходимая масса и диаметр точки припойной пасты o6eспечиваются за счёт выбора давления в цилиндре и времени выдавливания. Эти параметры будут зависеть также от формы и диаметра иглы.
В серийном оборудовании время диспенсирования обычно, выбирается в пределах 50-200 мс, давление порядка – 3бар (3*105Па). Следует учитывать также зависимость реологических свойств" припойной пасты от температуры окружающей среды. Поэтому в состав оборудования входят системы контроля и стабилизации температуры игольчатого клапана.

Рис. 7. Схема диспенсера, реализующего метод «time-pressure»

Рис. 8. Схема диспенсера, реализующего метод «rotary-pump»
Как видно из рис. 9, игла диспенсера имеет скос (α = 30°). Форма капли будет зависеть от диаметра иглы, угла скоса и гарантированного расстояния от контактной площадки (S). В процессе диспенсирования игла плоской частью прижимается к контактной площадке, что обеспечивает устойчивость и повторяемость процесса.
Для получения капли пасты малой массы (менее 0,14 мг) больше подходит метод «rotary-pump». При этом необходимый размер и масса капли обеспечиваются в основном временем вращения червячного шкива. Размер капли будет зависеть также от ёмкости спиральной проточки в шкиве, скорости его вращения, конфигурации иглы и давления в рабочем цилиндре и, конечно же, от реологических свойств платы. Форма иглы в этом методе упрощается (рис 10) за счет того, что гарантированное расстояние до контактной площадки обеспечивается с помощью дополнительного упора.
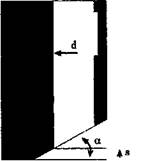 Рис. 9. Конструкция игольчатого клапана
Рис. 9. Конструкция игольчатого клапана
d—диаметр иглы; а — угол скоса; s — гарантированный зазор между иглой и контактной площадкой

d —диаметр отверстия
Рис. 10. Общий вид иглы упрощенной конструкции:
Сравнительные исследования рассматриваемых методов показывают, что первый метод имеет низкую повторяемость результатов при массе капли менее 0,28 мг, в то время как второй метод обеспечивает хорошую повторяемость при массе капли менее 0,22 мг.
ЛИТЕРАТУРА
1. Технология поверхностного монтажа: Учеб. пособие / Кундас С.П., Достанко А.П., Ануфриев Л.П. и др. – Мн.: «Армита - Маркетинг, Менеджмент», 2000.
2. Технология радиоэлектронных устройств и автоматизация производства: Учебник/ А.П. Достанко, В.Л.Ланин, А.А. Хмыль, Л.П. Ануфриев; Под общ. ред. А.П. Достанко. – Мн.: Выш. шк., 2002
3. Роткоп Л.Л., Спокойный Ю.Е. Обеспечение тепловых режимов при конструировании радиоэлектронной аппаратуры. - М., 2006.
4. Гуськов Г.Я., Блинов Г.А., Газаров А.А. Монтаж микроэлектронной аппаратуры М.:Радио и связь, 2006.-176с.
5. Норенков И.П. Основы автоматизированного проектирования: Учеб. для вузов. – М.: Изд-во МГТУ им. Н.Э.Баумана, 2000. – 360 с.