а) дуговая: –
§ ручная покрытым электродом;
§ под флюсом;
§ в среде углекислого газа;
§ неплавящимся электродом (вольфрамовым) в среде аргона;
§ вибродуговая;
§ широкослойная;
§ электроконтактная приварка ленты (проволоки) б) газовая;
в) плазменная; г)лазерная.
а) Дуговая Сварка - это технологический процесс получения неразъемных соединений металлов путем установления между ними межатомных связей. Можно соединять с помощью сварки сплавы, а также однородные и разнородные материалы. В настоящее время сварка широко используется почти во всех областях строительства и машиностроения.
Рис. Сварка кронштейна
Дуговая наплавкой металла называют попросту нанесение на поверхность какого-либо изделия слоя раскаленного металла либо же сплава посредством сварки плавлением. Эта технологическая операция позволяет восстановить первоначальные размеры элементов, износившихся вследствие эксплуатации. Однако это не единственное предназначение вышеуказанного процесса, также с помощью наплавки металла можно получить необходимые свойства, например, повысить твердость покрытия, увеличить его износостойкость итд.

Наплавка шкива
Ручная сварка и наплавка плавящимися электродами.
Ручная дуговая сварка (ММА) - это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.

Параметры режима – это сила тока, напряжение и скорость наплавки. Для получения мини- мальной глубины проплавления основного металла электрод наклоняют в сторону, обратную направлению наплавки (рис. 1).
Общие потери при наплавке покрытыми электродами с учетом потерь на угар, раз- брызгивание и огарки составляют около 30 %.
Длина дуги не должна превышать диаметра электрода.
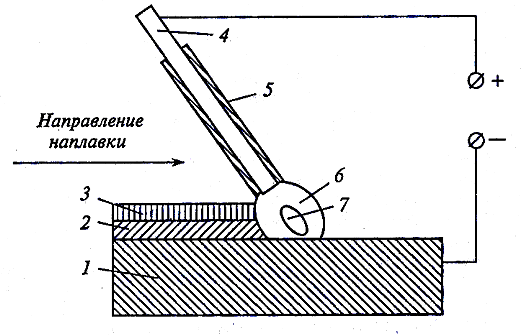
Рис. 1. Схема ручной наплавки: 1 – основной металл; 2 – наплавленный валик; 3 – шлаковая корка; 4 – электродный стержень; 5 – покрытие электродного стержня; 6 – газошлаковая защита; 7 – сварочная ванна
Ручная сварка и наплавка используются для устранения трещин, вмятин, пробоин, изломов и т.д. (привести примеры зарисовать).
Сварка под флюсом
Способ широко применяется для восстановления цилиндрических и плоских поверхностей деталей, даже большой длинны. Это механизированный способ наплавки, при котором совмещены два основных движения электрода, т.е. его подача по мере оплавления к детали и перемещение вдоль сварочного шва.
Сущность способа наплавки под флюсом заключается в том, что в зону горения дуги автоматически подаются сыпучий флюс и электродная проволока. Под действием высокой температуры образуется газовый пузырь, в котором существует дуга, расплавляющая металл. Часть флюса плавится, образуя вокруг дуги эластичную оболочку из жидкого флюса, кото- рый защищает расплавленный металл от окисления, уменьшает разбрызгивание и угар. При кристаллизации расплавленного металла образуется сварочный шов. (рис.105).

Рис. 105. Схема автоматической дуговой наплавки цилиндрических деталей под флюсом: 1 – патрон; 2 – кассета; 3 – бункер; 4 – флюс; 5 – деталь
Преимущества способа:
§ возможность получения покрытия заданного состава;
§ экономичность в отношении расхода электроэнергии и электродного материала;
§ независимость качества наплавленного металла от квалификации исполнителя;
§ лучшие условия труда сварщиков ввиду отсутствия ультрафиолетового излучения;
§ возможность автоматизации технологического процесса. Недостатки способа:
§ значительный нагрев детали;

Схема автоматической наплавки под флюсом:
/ — электрод; 2 — расплавленный флюс; 3 — расплавленный металл; 4 — основной металл; 5— наплавленный металл; 6— шлаковая корка; 7— флюс; е — смещение электрода с зенита
§ невозможность наплавки деталей диаметром менее 40 мм (из-за стекания наплав- ленного металла и трудности удержания флюса на поверхности детали);
§ сложность применения для деталей сложной конструкции.