Проектирование и расчёт фасонной протяжки
Размеры обрабатываемого отверстия:
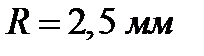
d =55 мм, D =71,5 мм, D =0,05 мм, lд =75 мм, B =8 мм, d =0,07 мм,
Материал заготовки: Сплав А19,  , HB 217.
, HB 217.

Рисунок 2.1 – Профиль обрабатываемого отверстия
Расчет конструктивных элементов протяжки
Хвостовик и шейка:
Диаметр хвостовика:
 (2.1)
(2.1)
где  - минимальный диаметр отверстия под протягивание, мм.
- минимальный диаметр отверстия под протягивание, мм.
Принимаем значение 
По ГОСТ 4044-70 принимаем основные размеры хвостовика и шейки

Рисунок 2.2 – Размеры хвостовика протяжки.
Переходный конус:
 (2.2)
(2.2)
Диаметр и длина передней направляющей части:
 . Предельное отклонение по e8.
. Предельное отклонение по e8.
 , так как
, так как 
где  - длина протягиваемого отверстия, мм;
- длина протягиваемого отверстия, мм;
 - диаметр отверстия, получаемого после протягивания, мм.
- диаметр отверстия, получаемого после протягивания, мм.
Расчет режущей части
Форма и размеры зубьев режущей части.
Главные режущие кромки зубьев имеют форму дуг концентрических окружностей, диаметр которых Di постоянно увеличивается от первого зуба к последнему. Вспомогательные режущие кромки двух зубьев имеют прямолинейную форму в зависимости от профиля обрабатываемой детали.[3, с. 20]
Величины углов в нормальном сечении по главной режущей кромке g=12  a=3 .
a=3 .
Предельные отклонения углов по ГОСТ 16492-70 Dg=+2° -1°Da=+30’
Для уменьшения трения на вспомогательных режущих кромках делают угол равный 1 o, располагающий позади ленточки шириной 0,8…1 мм.
Для обработки заготовки принимаем зубья с криволинейной спинкой.[Рисунок 2.3]
Ориентировочные размеры режущих зубьев и расположенных между ними стружечных канавок могут быть определены следующим соотношением:
|
|
 ;
; 
 ;
; 
 ;
; 
 ;
; 

Рисунок 2.3 – Размеры стружечных канавок на режущей части протяжки
Диаметр первого зуба протяжки:
 (2.3)
(2.3)
где  - диаметр передней направляющей части, мм.
- диаметр передней направляющей части, мм.
Диаметр последнего зуба режущей части протяжки:
 (2.4)
(2.4)
где  - диаметр калибрующих зубьев протяжки, мм.
- диаметр калибрующих зубьев протяжки, мм.
 (2.5)
(2.5)
где  - диаметр отверстия, получаемого после протягивания, мм;
- диаметр отверстия, получаемого после протягивания, мм;
 - предельное отклонение диаметра D по чертежу, мм;
- предельное отклонение диаметра D по чертежу, мм;
 - величина разбивания отверстия.
- величина разбивания отверстия.
Диаметры промежуточных зубьев режущей части протяжки между первым и последним получают последовательным прибавлением к диаметру первого зуба удвоенного значения толщины срезаемого слоя одним зубом 2а.
Диаметр 2-го зуба 
Диаметр 3-го зуба  и т. д.
и т. д.
Предельные отклонения диаметра последнего режущего и калибрующих зубьев по ГОСТ 16492-70 равно –0,02 мм.
Определение толщины срезаемого слоя
Фасонные протяжки срезают припуск на заготовке, как правило, по генераторной схеме резания. Толщина срезаемого слоя  равна разности высот и полуразности диаметров каждой пары сменных режущих зубьев.[Рисунок 2.4]
равна разности высот и полуразности диаметров каждой пары сменных режущих зубьев.[Рисунок 2.4]
Ширина срезаемого слоя  равна длине главной режущей кромке зуба протяжки. Режущая кромка первого зуба окружность, следовательно:
равна длине главной режущей кромке зуба протяжки. Режущая кромка первого зуба окружность, следовательно:
 (2.6)
(2.6)
Режущие кромки последующих зубьев - дуги концентрических окружностей, поэтому ширина срезаемого слоя одним зубом равна сумме длин дуговых участков главной режущей кромки данного зуба, т.е.:
 (2.7)
(2.7)
где b – длина одного дугового участка на режущей кромке данного зуба;
n – число дуговых участков на режущей кромке зуба.
|
|
Длина дуговых участков режущей кромки изменяется при увеличении диаметра от d до D,т.е. от первого зуба к последнему на режущей части протяжки. Сила резания при протягивании зависит от площади срезаемого слоя Р=f(a×b), поэтому для сохранения постоянной силы P за весь период протягивания отверстия пропорционально уменьшению b увеличивают толщину срезаемого слоя а, т. е. стремятся получить постоянной величину площади срезаемого слоя и наоборот.
Определяем толщину срезаемого слоя
Определим общий припуск на протягивание:
 (2.8)
(2.8)
Разделяем произвольно величину А на 4 ступени и устанавливаем диаметры ступеней.
d1=d=55 мм;
d2=58,5 мм;
d3=64 мм;
D=71,54 мм.
Припуск первой ступени от d1 до d2 срезают зубья первой секции режущей части протяжки, припуск второй ступени от d2 до d3 срезают зубья
секции номер два, припуск третей ступени от d3 до D срезают зубья секции три.
Принимаем постоянной величину а в пределах каждой ступени, но разной на отдельных ступенях: наименьшая на первой, наибольшая на последней ступени.[1, с. 18]
Определяем толщину срезаемого слоя на первой ступени  из условия прочности протяжки по впадине первого зуба:
из условия прочности протяжки по впадине первого зуба:
 ,мм (2.9)
,мм (2.9)
где  - площадь сечения во впадине первого зуба протяжки,
- площадь сечения во впадине первого зуба протяжки,  ;
;
 (2.10)
(2.10)
 - допускаемое напряжение деформации растяжения в материале режущей части протяжки, МПа.
- допускаемое напряжение деформации растяжения в материале режущей части протяжки, МПа.
 - длина режущей кромки первого зуба протяжки, мм;
- длина режущей кромки первого зуба протяжки, мм;
 - число зубьев протяжки участвующих одновременно в резании;
- число зубьев протяжки участвующих одновременно в резании;
 (2.11)
(2.11)
t - шаг зубьев на режущей части протяжки;

 - обработка с эмульсией.
- обработка с эмульсией.
 (2.12)
(2.12)
|
|
Определяем толщину срезаемого слоя на второй  и последующих ступенях из условия:
и последующих ступенях из условия:
 (2.13)
(2.13)
 ….
….  (2.14)
(2.14)
где  - суммарная ширина срезаемого слоя первым зубом каждой ступени.
- суммарная ширина срезаемого слоя первым зубом каждой ступени.
 (2.15)
(2.15)
где  - длина дугового участка режущей кромки первого зуба каждой ступени (секции), измеряемая на диаметре данной ступени;
- длина дугового участка режущей кромки первого зуба каждой ступени (секции), измеряемая на диаметре данной ступени;
 - число дуговых участков.
- число дуговых участков.


Рисунок 2.4 – Схема измерения углов
Определим значения углов α и  :
:
α=  (2.16)
(2.16)
 (2.17)
(2.17)
Рассчитаем b2 и a2:
 (2.18)
(2.18)
 (2.19)
(2.19)
 (2.20)
(2.20)
Аналогично рассчитываем значения b3 и a3:
α=  (2.21)
(2.21)
 (2.22)
(2.22)
 (2.23)
(2.23)
 (2.24)
(2.24)
 (2.25)
(2.25)

Найдём значение диаметров зубьев на каждом участке, воспользовавшись формулой.
Проверяем возможность размещения стружки в канавке между зубьями при срезании протяжкой максимальной толщины срезаемого слоя.
 (2.26)
(2.26)
где  - коэффициент заполнения стружечной канавки
- коэффициент заполнения стружечной канавки
 - условие не выполняется, следовательно принимаем профиль с удлинённым шагом зубьев.
- условие не выполняется, следовательно принимаем профиль с удлинённым шагом зубьев.
Принимаем удлинённую форму стружечной канавки и определяем её размеры с учётом размещения в ней стружки на один рабочий ход зуба.[Рисунок 2.5]
Расчёт ведём в сечении перпендикулярном к режущей кромке.
 (2.27)
(2.27)
где:  – активная площадь удлинённой стружечной канавки,
– активная площадь удлинённой стружечной канавки, 
 (2.28)
(2.28)
 (2.29)
(2.29)
 – площадь срезаемого слоя,
– площадь срезаемого слоя, 
 (2.30)
(2.30)
 (2.31)
(2.31)
 (2.32)
(2.32)
принимаемty=19 мм.
Приняв удлиненную форму стружечной канавки, пересчитываем число зубьев протяжки участвующих одновременно в резании:
 (2.33)
(2.33)
принимаем  = 5
= 5
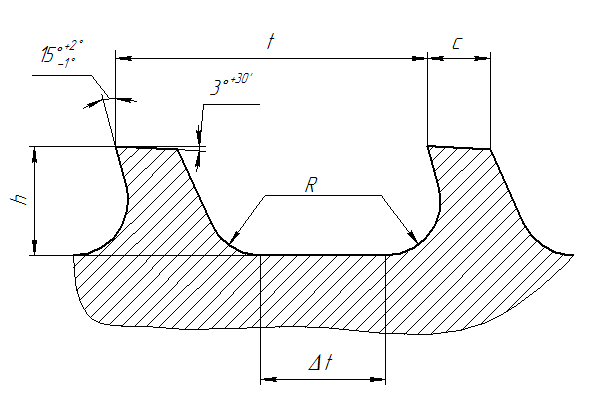
Рисунок 2.5 – Форма и размеры удлиненной стружечной канавки.
Проверка прочности протяжки на разрыв по шейке хвостовика:
 (2.34)
(2.34)
где Р - сила резания при протягивании, Н.
 (2.35)
(2.35)
 (2.36)
(2.36)
где  - диаметр шейки хвостовика, мм;
- диаметр шейки хвостовика, мм;
 - допускаемое напряжение при деформации растяжения в материале
- допускаемое напряжение при деформации растяжения в материале
хвостовика, Мпа.
Проверка протяжки по тяговой силе протяжного станка:
 (2.37)
(2.37)
где Q - номинальная тяговая сила протяжного станка
Выбираем модель станка 7Б58 с максимальной длиной рабочего хода
каретки 2000 мм и номинальной тяговой силой Q=800 кH.