Опиливание металла
| Инструменты | Материалы | Оборудование | |
| · Плоские тупоносые напильники с насечкой № 1,2,3,4,5 длиной 250…300 мм с насаженными ручками; · Штангенциркуль; · Лекальная линейка; · Напильники и надфили разных профилей и номеров насечек; · Поверочные линейки; · Угольники; · Чертилки; · Кернеры; · Разметочные молотки; · Слесарные молотки; · Разные шаблоны; · Кронциркуль; · Ножовки; · Слесарные зубила; · Сверла. | · Щетки; · Мел; · Лак; · Чугунные или стальные плитки (заготовки); · Заготовки молотков с квадратным бойком; · Заготовки державок для резцов; · Заготовки угольников; · Заготовки призм; · Заготовки шаблонов для проверки углов заточки; · Разные фасонные детали; · Заготовки шаблонов с криволинейным профилем; · Заготовки радиусных гаечных ключей; · Различные производственные заготовки. | · Электрические машинки с гибким шлангом; · Слесарный верстак с тисками; · Кондукторы; · Накладные губки; · Разметочные плиты. | |
| · | |||
| Технологический процесс | Указания и пояснения | ||
1. Подготовка рабочего места.

| 1. Разложить заготовки, инструменты и приспособления в порядке выполнения упражнений. 2. Установить высоту тисков по росту. 3. Зажать заготовку в тисках только усилием ручки. | ||
2. Установка высоты тисков по росту.
 
| 1. При использовании параллельных тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. | ||
3. Выбор напильника по профилю, по длине, по номеру и по номеру насечки.

| 1. Выбрать профиль напильника в зависимости от формы обрабатываемой заготовки (плоский, круглый, полукруглый, квадратный и т. п.). 2. Выбрать длину напильника (она должна быть больше обрабатываемой заготовки на 150 – 200 мм). 3. Выбрать напильник по номеру и по номеру насечки: · № 0,1 – драчевые; · № 2,3 – личные; · № 4,5 – бархатные. Напильник выбирается в зависимости от толщины снимаемого слоя металла и шероховатости поверхности заготовки. | ||
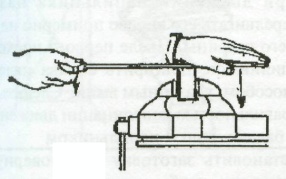
4. Демонстрация рабочего положения при опиливании.


| 1. Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 45º к оси тисков. 2. Поставить ступни ног под углом 60 -70º одна к другой; расстояние между пятками – 200 – 300 мм. 3. Установить высоту тисков по росту. Помни: · в случае ослабления нажима правой рукой и усиления левой может произойти завал вперед (см. рисунок). · при усилении нажима правой рукой и ослабления левой произойдет завал назад (см. рисунок) | ||
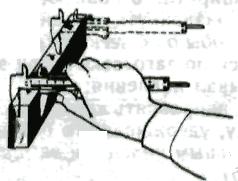
5. Демонстрация рабочих движений и балансировки напильника.




| 1. Взять правой рукой конец ручки так, чтобы ее овальная головка упиралась в мякоть ладони. 2. Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая ее к ладони. 3. Наложить левую руку ладонью поперек напильника на расстоянии 20 – 30 мм от его конца. Пальцы слегка согнуть, но не свешивать. Локоть левой руки слегка приподнять. 4. Двигать напильником плавно, делая 40 – 60 движений в минуту, строго горизонтально обеими руками вперед и назад так, чтобы он касался обрабатываемой заготовки всей поверхностью. Внимание. Усилия правой и левой рук распределять следующим образом: · нажимать на напильник только при его движении вперед; · в начале рабочего хода (вперед) основной нажим выполнять левой рукой; · в середине рабочего хода усилия нажима обеими руками должны быть одинаковы; · в конце рабочего хода основной нажим выполнять правой рукой; · корпус слегка наклонить в сторону тисков, упор делать на левую ногу. | ||
6. Демонстрация приемов и способов опиливания металла на тренажерах.
  Рис. № 1. Рис. № 2.
Рис. № 1. Рис. № 2.
  Рис. № 3. Рис. № 4
Рис. № 3. Рис. № 4
 Рис. № 5.
Рис. № 5.
| 1. Отработать и продемонстрировать приемы и способы опиливания металла на любом из перечисленных тренажерах: · Тренажер с пластинкой (Рис. № 1). · Тренажер со световымтаблом (Рис.№2). · Тренажер с зеркальным отображением (Рис. № 3). · Тренажер «Зрительный сигнализатор» (Рис. № 4). · Тренажер с телескопическими стойками (Рис.№ 5). 2. При работе на тренажерах выполнять все рекомендации и требования, прописанные в инструкциях по пользованию данного тренажера. | ||
| 7. Приемы и способы опиливания металла. | |||
| 7.1. Опиливание параллельных поверхностей. | |||
· Опиливание с проверкой кронциркулем.


| 1. Опилить грань 1 заготовки под линейку с наведением продольного штриха (см. рисунок). 2. Опилить грань 2 (узкую) под линейку (обе узкие грани должны быть взаимно параллельны). 3. Освободить заготовку из тисков и проверить параллельность граней 1 и 2 кронциркулем: · Держать заготовку горизонтально, губки кронциркуля передвигать сверху вниз. · Там, где губки кронциркуля застревают, заготовка толще требуемого, там, где проходит легко, заготовка тоньше, если кронциркуль проходит с легким трением по всем четырем углам, стороны параллельны. | ||
· Опиливание с проверкой штангенциркулем.
| 1. Опилить базовую поверхность с наведением на ней продольного штриха. 2. Проверить плоскостность линейкой. 3. Опилить вторую поверхность (параллельную базовой), выдерживая заданный размер. 4. Проверить параллельность сторон штангенциркулем: · Освободить заготовку из тисков. · Производить замеры в двух-трех местах, не допуская перекоса губок штангенциркуля. | ||
| 7.2. Опиливание широких поверхностей. | |||
· Опиливание продольными штрихами.

| 1. Встать справа от тисков, правым боком к верстаку. 2. Повернуть корпус на 45º вправо от линии движения напильника. 3. Соблюдать балансировку напильника. | ||
· Опиливание поперечными штрихами.

| 1. Закрепить заготовку на 5-8 мм выше губок тисков. 2. Соблюдать балансировку напильника. 3. Добиваться получения прямого угла между обрабатываемой и прилегающими гранями. 4. Не допускать завалов. 5. Поправить наведенный штрих напильником с насечкой № 2. | ||
· Опиливание перекрестным штрихом.

| 1. При опиливании соблюдать требования изложенные выше. 2. Переносить движение напильника попеременно с угла на угол. 3. Опилить плоскость слева направо, а затем справа налево путем поворота тисков под углом 30-40º. Выдерживать движение напильника по диагонали. 4. Изменить рабочую позу и положение напильника и перейти к опиливанию по второму диагональному направлению. | ||
· Проверка плоскости после опиливания.
 

| 1. Освободить заготовку из тисков. 2. Поставить линейку лезвием перпендикулярно проверяемой поверхности (линейку переставлять, отнимая от поверхности плитка). 3. Повернуться к источнику света, поднять заготовку на уровень глаз и поставить линейку перпендикулярно проверяемой поверхности. 4. Проверить опиленную поверхность вдоль, поперек и по диагонали с угла на угол. 5. Проконтролировать качество обработки (если просвет равномерный - поверхность опилена правильно). | ||
| 7.3. Опиливание поверхностей, расположенных под углом. | |||
· Опиливание поверхностей под внешним углом 90º.

| 1. Разметить и проверить правильность разметки заготовки. 2. Зажать заготовку горизонтально (обрабатываемой поверхностью 1 вверх) в тисках с нагубниками так, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8 – 10 мм. 3. Опилить поверхность 1драчевым напильником перекрестным штрихом. 4. Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности – поверочным угольником. 5. Опилить поверхность начисто по разметке личным напильником. 6. Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 90º. 7. В таком же порядке опилить в размер и под угол 90º сторону 2. 8. Провести проверку опиленных поверхностей угольником «на просвет» в нескольких местах на уровне глаз. | ||
· Опиливание поверхностей под внутренним углом 90º.
  Рис. № 1. Рис. № 2.
Рис. № 1. Рис. № 2.
 Рис. № 3.
Рис. № 3.
 Рис. № 4.
Рис. № 4.
  Рис. № 5. Рис. № 6.
Рис. № 5. Рис. № 6.
| 1. Проверить правильность разметки. 2. Опилить перекрестным штрихом последовательно широкие поверхности 1 и 2 сначала плоским драчевым, а затем личным напильником (см. рисунок № 3). 3. Проверить плоскостность, параллельность и толщину опиленной поверхности. 4. Зажать угольник в тисках с нагубниками и опиливать наружное ребро 3до получения прямого угла между ним и широкими поверхностями 1и 2. 5. Опилить в такой же последовательности ребро 8, проверяя его угольником относительно ребра 3. 6. Просверлить в вершине внутреннего угла отверстие диаметром 3 мм и сделать прорезь к нему шириной 1 мм для выхода инструмента. 7. Опилить последовательно внутренние ребра 5, 6,выдерживая параллельность ребра 5 ребру 3,а ребра 6 –ребру 8 и добиваясь, чтобы внутренний угол между ребрами 5, 6 и наружный угол между ребрами 3, 8были прямыми (см. рисунок № 4). 8. Опилить последовательно торцы 4и 7, выдерживая размеры по чертежу и угол 90º по отношению к ребрам. 9. Снять заусеницы с ребер. 10.Провести контроль на просвет на уровне глаз 2 – 3 раза (при правильном опиливании световой зазор должен быть узким и равномерным, см. рисунок № 5 и № 6). | ||
| 7.4. Опиливание криволинейных поверхностей. | |||
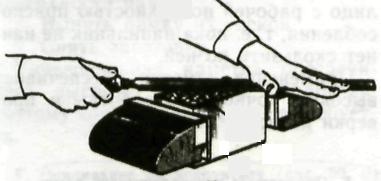
· Опиливание цилиндрического стержня.
 
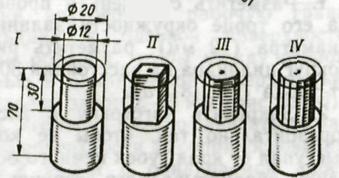

| 1. Разметить стержень и провести на его торце окружности заданного диаметра; нанести разметочную риску вокруг цилиндра. 2. Закрепить заготовку в тисках горизонтально так, чтобы ее конец выступал от края губок немного более длины обрабатываемого стержня. 3. Опилить заготовку: · При движении напильником вперед (рабочий ход) правая рука с ручкой напильника опускается вниз, а передняя часть (носок) напильника левой рукой поднимается вверх. · При движении напильника назад (холостой ход) правая рука с напильником поднимается, а левая с концом напильника опускается (см. рисунок). 4. Чередовать при опиливании перемещение в тисках заготовки: поворачивать ее на ¼ - 1 оборот так, чтобы необработанная поверхность находилась в сфере работы напильника: · Опилить цилиндрический стержень на квадрат; · Опилить у квадрата углы для получения восьмигранника; · Опилить восьмигранник до получения шестнадцатигранника; · Опилить до получения цилиндрического стержня. 5. Опилить окончательно цилиндрическую поверхность плоским напильником с насечкой № 2. 6. Проверить диаметр стержня в нескольких местах штангенциркулем, а цилиндрическую поверхность сверху – радиусомером. | ||
· Опиливание выпуклых поверхностей.

| 1. Разметить заготовку по чертежу. 2. Отрезать ножовкой углы заготовки. 3. Опилить драчевым напильником слой металла, не доходя до разметочной риски на 0,8 – 1,0 мм. 4. Опилить личным напильником окончательно по риске. | ||
· Опиливание вогнутых поверхностей.


| 1. Разметить контур заготовки по чертежу. 2. Удалить большую часть металла вырезанием ножовкой, придав вырезу форму треугольника, или высверливанием (см. рисунок). 3. Опилить грани или выступы полукруглым или круглым напильником с насечкой № 1, не доходя до риски разметки 0,3 – 0,5 мм. 4. Опилить окончательно личным напильником. 5. Проверить качество по шаблону «на просвет», а перпендикулярность поверхности – угольником. | ||
| 7.5. Опиливание по разметке и заданным размерам в приспособлениях. | |||
· Опиливание в плоскопараллельных наметках.

| 1. Нанести разметку всего контура по чертежу. 2. Установить наметку 4в тисках так, чтобы она легла выступом 1на неподвижную губку (см. рисунок). 3. Обрабатываемую заготовку 2расположить между подвижной губкой тисков и плоскостью 3наметки. 4. Зажать тиски и совместить разметочную риску с верхней кромкой наметки (использовать молоток массой 100 гр.). 5. Зажать окончательно наметку с заготовкой. 6. Опилить предварительно драчевым напильником выступающие части заготовки (соблюдать параллельность движения; припуск – 0,3 – 0,5 мм). 7. Опилить окончательно заготовку начисто личным напильником заподлицо с рабочей поверхностью приспособления. | ||
· Опиливание в металлической рамке.

| 1. Разметить заготовку по чертежу. 2. Вставить обрабатываемую заготовку 6в рамку 5и слегка зажать винтами 7 (см. рисунок). 3. Добиться совпадения риски на заготовке с внутренним ребром рамки. 4. Закрепить окончательно винты 7. 5. Установить рамку с заготовкой в тиски. 6. Опилить заготовку предварительно драчевым напильником (припуск – 0,3 – 0,5 мм). 7. Опилить заготовку окончательно личным напильником до плоскости рамки. 8. Вынуть рамку из тисков. 9. Освободить винты, вынуть заготовку. | ||
· Опиливание в универсальной наметке.


| 1. Разметить заготовку по чертежу. 2. Установить в тиски раздвижную рамку 8, 9(см. рисунок), которая должна упираться в губки тисков двумя парами штырей 10. 3. Совместить разметочную линию с верхней плоскостью рамки. 4. Зажать заготовку с рамкой в тисках (расстояние между направляющими планками должно быть больше, а между штифтами – меньше ширины губок тисков). 5. Опилить заготовку предварительно драчевым напильником (припуск – 0,2 – 0,3 мм). 6. Опилить заготовку окончательно личным напильником до поверхности рамки. 7. Вынуть рамку из тисков. 8. Снять заготовку. | ||
· Опиливание по кондуктору.

| 1. Точно установить заготовку 12вкондуктор11 (см. рисунок). 2. Зажать кондуктор вместе с заготовкой в тисках. 3. Опилить выступающую часть заготовки до уровня рабочей поверхности кондуктора. 4. Освободить кондуктор из тисков и снять заготовку. | ||
Инструкционно – технологическая карта