Инструкционно – технологическая карта
Рубка металла
| Инструменты | Материалы | Оборудование |
| · Слесарные молотки массой 500…600 грамм; · Зубила; · Крейцмейсели; · Канавочники; · Шаблоны; · Чертилки; · Кернеры; · Штангенциркули; · Масштабные линейки. | · Заготовки металла различной толщины; · Заготовки из листового металла до 3 мм толщины; · Заготовки полосового металла; · Заготовки круглого металла; · Заготовки металла с вогнутой поверхностью | Оборудование: · Слесарный верстак; · Тренировочные приспособления; · Предохранительные очки; · Решетчатые подставки под ноги; · Тиски; · Защитные экраны; · Заточной станок; Приспособления: · Наковальни; · Плиты; |
| Технологический процесс | Указания и пояснения |
1. Установка высоты тисков по росту работающего.
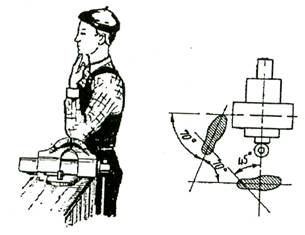
| 1. При работе на параллельных тисках согнутую в локте левую руку поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. |
2. Отработка рабочей позы и приемов захвата инструмента.
 

| 1. Встать вполоборота к оси тисков примерно под углом 40÷45º. 2. Левую ногу выставить на полшага вперед. 3. Молоток взять правой рукой за ручку на расстоянии 15÷30 мм от ее конца; ручку обхватить четырьмя пальцами и прижать к ладони; большой палец наложить на указательный, а все пальцы крепко сжать. 4. Зубило взять левой рукой за среднюю часть на расстоянии 20÷25 мм от конца ударной части; сильно сжимать зубило не следует, его нужно только держать и направлять в определенное положение по месту рубки. |
3. Отработка приемов нанесения ударов молотком.


| 1. Кистевой удар молотком производится раскачиванием только за счет изгиба кисти. 2. Локтевой удар применяется при обычной рубке (при снятии слоя средней толщины металла). 1. Плечевой удар применяется при рубке толстого слоя металла и обработке больших плоскостей. Важно: удары должны быть меткими (приходиться прямо по вершине закругленной части зубила) и равномерными (со скоростью примерно 60 ударов в минуту при легкой рубке и 40 ударов – при тяжелой). |
| 4. Разрубание и вырубание металла. | |
· Разрубание металла на плите.

| 1. Разметить мелом места разрубания с обеих сторон заготовки. 2. Установить заготовку на массивной плите, обеспечив ее плотное прилегание к опоре. 3. Надрубить ее на половину толщины. Рубить локтевыми или плечевыми ударами в зависимости от толщины. 4. Надрубить полосу с обратной стороны. 1. Осторожно переломить надрубленную полосу в тисках или на ребре плиты. |
· Разрубание круглого металла.

| 1. Разметить мелом места разрубания. 2. Установить зубило вертикально на риски; наносить плечевые удары; поворачивая заготовку после каждого удара, постепенно углублять разрез. 2. Отломить после многократногонадрубания надрубленную часть. |
· Вырубание заготовок из листового металла.


| 1. Разметить заготовку. 2. Взять зубило с закругленным режущим лезвием. 3. Установить зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски, затем придать зубилу вертикальное положение. 4. Отступив от разметочной риски на 2-3 мм, легкими ударами по зубилу надрубить контур, а затем рубить по контуру, нанося по зубилу сильные удары. 2. Перевернуть лист, рубить по ясно обозначенному на противоположной стороне контуру; вновь перевернуть заготовку другой стороной, закончить рубку. |
5. Рубка металла по уровню губок тисков.
Вариант 1.
 Вариант 2.
Вариант 2.

| 1. Нанести на поверхность заготовки разметочную риску. 2. Зажать и выверить заготовку в тисках так, чтобы разметочная риска была параллельна губкам тисков и выше на размер части заготовки, уходящей в стружку. 3. Принять рабочую позу, правильно установить зубило, заготовка не должна выступать за правый торец губок тисков. 4. Рубку выполнять локтевыми ударами; серединой лезвия зубила, снимая стружку толщиной 2-3 мм; соблюдать положение зубила по отношению к заготовке (углы установки), после каждого удара передвигать зубило справа налево. 5. Проверить масштабной линейкой линию среза – она должна быть прямой (отклонение ± 0,5 мм). |
6. Рубка металла выше уровня губок тисков (рубка по разметочным рискам).

| 1. Нанести на поверхность заготовки параллельные разметочные риски (расстояние между ними 1 мм). 2. Установить размеченную заготовку, выверить и зажать между губками тисков в средней части таким образом, чтобы разметочная риска, по которой нужно рубить, была параллельна губкам тисков, и по уровню выше их на 10-15 мм. 3. Правильно установить зубило. 4. Снять фаску на стороне заготовки противоположной той, с которой начинают рубку. 5. Рубить поверхность локтевыми ударами, серединой зубила по разметочным рискам. 6. Толщина снимаемого слоя должна быть одинакова по всей длине (не более 0,5 ÷ 1,0 мм, а при чистовой рубке – 0,2 ÷ 0,5 мм). 7. Проверить масштабной линейкой линию отреза – допустимое отклонение от прямолинейности ± 0,5 мм. |
7. Обрубание плоскости металла (рубка широких поверхностей).

| 1. Нанести на поверхности заготовки разметочные риски на ширине 6-9 мм. 2. Закрепить заготовку в тисках прочно, без перекосов, выше губок тисков на 5-10 мм. 3. Срубить зубилом на переднем ребре на задней и передней сторонах заготовки фаски под углом 45º. 4. Локтевым ударом молотка по головке крейцмейселя прорубить канавки (толщина стружки – 0,5 ÷ 1,0 мм). 5. Срубить и зачистить зубилом выступы. 6. Проверить масштабной линейкой отклонение от прямолинейности (0,02 мм на 100 мм длины). |
| 8. Вырубание канавок в металле. | |
· Вырубание канавок на плоской поверхности.

| 1. Разметить канавки и накернить разметочные риски. 2. Заточить крейцмейсель с поднутрением (см. рисунок). 3. Зажать заготовку в тисках так, чтобы дно канавки было выше губок тисков на 2-3 мм. 4. Прорубить крейцмейселем канавку предварительно (толщина стружки 1-2 мм), а затем окончательно (толщина стружки 0,5-1,0 мм). |
· Вырубание канавок на вогнутой поверхности.

| 1. Разметить канавки на вогнутой поверхности карандашом. 2. Прорубить канавки канавочником сначала от одного края до середины, а затем от другого края до середины. 3. Вырубание канавок производить за три рабочих хода: а).наносить по канавочнику легкие удары молотком, наметив след канавки по разметочным рискам. б).углублять канавку, выдерживая ее профиль и оставляя припуск (0,5 мм) для чистовой рубки. в).выполнять чистовую рубку с двух концов, выравнивая неровности и придавая канавке требуемые глубину, ширину и шероховатость поверхности. 4. Проверить качество вырубания радиусной поверхности (боковые поверхности и дно не должны иметь уступов); ширину и глубину канавок проверить по радиусному шаблону. |
| 9. Заточка инструмента. | |
· Заточка зубила.


| Внимание.
При подготовке к заточке инструмента провести подготовку станка к работе:
|
· Заточка крейцмейселя.
 
| 1. Заточку крейцмейселя проводить аналогично заточке зубила. Помни: При частой заточке крейцмейсельукарачивается и его лезвие делается толще, поэтому надо сошлифовать и обе боковые его грани так, чтобы толщина в месте начала фасок была 2-3 мм. 2. Проверить шаблонами угол заточки и толщину фасок. |
· Проверка углов заточки.
  
| 1. Проверку углов заточки зубила и крейцмейселя, а также толщину фасок крейцмейселя проводить шаблонами или универсальными угломерами. Углы заточки: · Твердые материалы - 70º · Материалы средней твердости - 60º · Мягкие материалы - 45º · Алюминиевые сплавы - 35º |
Инструкционно – технологическая карта
Резка металла
| Инструменты | Материалы | Оборудование |
| · Трехгранные напильники; · Ручные ножницы (правые, левые, с криволинейными лезвиями); · Разметочный циркуль; · Линейка; · Ножовочные полотна. | · Мел; · Машинное масло; · Заготовки из конструкционной стали различного сечения (круг диаметром 10мм; квадрат со сторонами от 15 до 25мм; полоса шириной до 40мм; труба диаметром до 20мм; уголки со сторонами до 30мм; · Заготовки из листовой низкоуглеродистой стали толщиной 0,5 – 1,0мм; · Заготовки из листовой стали (цветного металла) толщиной до 1,5мм. | · Ножовка; · Машинные тиски; · Слесарный верстак; · Параллельные тиски; · Трубные прижимы; · Труборезы; · Плоские деревянные бруски; · Деревянные колодки. |
| Технологический процесс | Указания и пояснения |
1. Подготовка ножовочного полотна к работе.



| 1. Выбрать ножовочное полотно. Помни: Для металлов различной твердости применяют полотна с числом зубьев на 25 мм длины полотна: · Мягкие металлы - 16 · Средней твердости сталь - 19 · Чугун, инструментальная, твердая полосовая и угловая сталь - 22 Чем толще разрезаемая заготовка, тем крупнее должны быть зубья ножовочного полотна, и наоборот. При большой длине пропила следует брать ножовочные полотна с крупным шагом, а при малой – с мелким. Полотна с большим углом заострения более износоустойчивы. 2. Установить ножовочное полотно в прорези (или на штифтах) головки ножовки. а).зубья должны быть направлены от ручки ножовки. б).вставить полотно отверстиями в штифты головок ножовки. 3. Выполнить натяжение ножовочного полотна. · Натяжение проводить вручную без больших усилий. · Натяжение проверить легким нажатием пальца на полотно сбоку. |
2. Демонстрация рабочей позы при резке ножовкой.
 
 
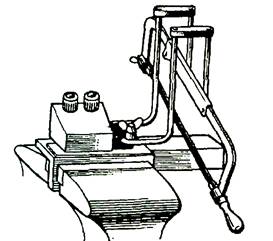
| 1. Отработать положение корпуса: а).установить высоту тисков по росту (см. рисунок). б).встать свободно и устойчиво, вполоборота по отношению к губкам тисков в).развернуть корпус влево от тисков под углом 45º. г).выставить левую ногу несколько вперед и на нее перенести тяжесть корпуса. д).повернуть правую ногу по отношению к левой на угол 60 - 70º (см. рисунок). 2. Отработать положение рук (хватку): а).обхватить ручку ножовки пальцами правой руки (см. рисунок). б).держать левой рукой рамку ножовки, как показано на рисунке. |
1. Демонстрация рабочих приемов резки ножовкой.
| 1. Закрепить тренировочное приспособление в тиски вместе с заготовкой. 2. Сделать на заготовке пропил трехгранным напильником так, чтобы он располагался точно посередине между ограничителями приспособления. 3. Подключить сигнализаторы. 4. Вставить ножовку между ограничителями и проверить работу сигнализаторов. 5. Принять рабочее положение, установить ножовку полотном на пропил заготовки. 6. Производить горизонтальные движения ножовкой по пропилу таким образом, чтобы рамкой ножовки не касаться ограничителей (чтобы не загоралась лампочки сигнализаторов). |
| 4. Резка металла без поворота ножовочного полотна. | |
· Резка круглого металла.
| 1. Нанести мелом разметочную линию на место разреза. 2. Закрепить заготовку в тисках справа или слева от тисков на расстоянии 15-20 мм от губок. 3. Сделать трехгранным напильником по разметочной линии небольшой пропил (1,5 – 2 мм). Помни: · В работе участвует ¾ ножовочного полотна. · Делай 40-50 рабочих движений в минуту. · Нажим на ножовку делай только при движении вперед. · Заканчивая разрезание, поддерживай отрезаемую часть рукой. |
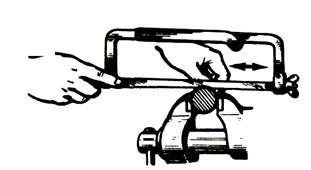
· Резка полосового металла и прутков квадратного сечения.

| 1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15 – 20 мм и линия разреза была перпендикулярна губкам тисков. 2. Сделать трехгранным напильником в месте разреза неглубокий пропил. 3. В начале резки наклонить ножовку немного в сторону от себя; по мере врезания наклон уменьшать до полного врезания всей кромки заготовки; затем резку вести в горизонтальном положении ножовки. Помни: Лучше резать металл не по ширине, а по узкой стороне (только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна). |
· Резка тонкого листового металла.

| 1. Подготовить плоские деревянные бруски. 2. Зажать между ними одну или несколько заготовок. 3. Зажать бруски вместе с заготовками в слесарных тисках. 4. Резать заготовки вместе с брусками. |
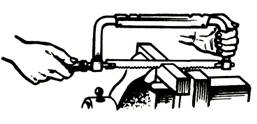
· Резка труб.


| 1. Отметить линию разреза мелом. 2. Зажать трубу в тисках в деревянной колодке (см. рисунок) или в специальных зажимах (см. рисунок). 3. В начале резки ножовку держать горизонтально; после того как зубья полотна войдут в металл, ножовку наклонять на себя и, время от времени поворачивая ее на угол 45 - 90º от себя, продолжать резку, делая 35 – 45 двойных ходов в минуту. |
5. Резка металла с поворотом ножовочного полотна.


| Ножовкой с полотном, повернутым на 90º, производят резку при глубоких прорезах. 1. Собрать ножовочный станок с поворотом полотна на 90º. 2. Резать металл: а).располагать место разреза сбоку или сверху (см. рисунок) губок тисков в зависимости от конфигурации заготовки. б).соблюдать все правила резания, указанные ранее. |
6. Резка труб труборезом.

| 1. Отметить мелом место резания по всему периметру трубы. 2. Установить трубу так, чтобы нанесенная мелом линия находилась на расстоянии 60- 80 мм от места крепления. 3. Зажать трубу в прижиме. 4. Надеть на конец зажатой в прижиме трубы труборез. 5. Подвести подвижной ролик до соприкосновения со стенками трубы, вращая рукоятку трубореза по часовой стрелке. 6. Делать рукояткой трубореза движения на пол-оборота в ту и другую сторону. 7. После каждого движения винт трубореза (рукоятку) поджимать на ¼ оборота до полного отрезания трубы (следить за перпендикулярностью рукоятки к трубе; смазывать трубу в месте разрезания). 8. В конце разрезания поддерживать труборез обеими руками. |
7. Выбор и подготовка ножниц для резки металла.

| 1. Выбрать конструкцию ножниц в зависимости от их назначения: а). Прямые ножницы – служат для разрезания металла по прямым линиям и по окружностям большого радиуса. б). Кривые ножницы – применяют для вырезания в листовом материале отверстий и криволинейных участков. 2. Выбрать длину ножниц в зависимости от длины режущих лезвий по таблице. 3. Проверить пригодность ножниц для работы: · Кромки ножниц в шарнире должны плотно прилегать друг к другу и иметь легкий ход. |
8. Демонстрация рабочих приемов резки металла ножницами.

| 1. Держать ножницы в правой руке, охватывая ручки четырьмя пальцами и прижимая их к ладони, мизинец помещают между ручками ножниц (см. рисунок). 2. Поместить лист между режущими кромками ножниц, удерживая его левой рукой. 3. Резать точно посередине разметочной линии, сжав ручку всеми пальцами правой руки (кроме мизинца). |
| 9. Резка металла ручными ножницами. | |
· Резка ножницами по внешним рискам.

| 1. Разметить заготовку. 2. Выбрать ножницы (правые или левые) с учетом того, чтобы при резании они не закрывали линии разреза. 3. Взять ножницы в правую руку, а левой рукой поддерживать лист и направлять его по линии разреза. |
· Резка металла большой толщины (до 3 мм).

| 1. Зажать ручные ножницы в слесарные тиски. 2. Взять лист левой рукой (в рукавице) и подавать его между лезвиями ножниц. 3. Поднимать и опускать с нажимом верхнюю ручку правой рукой. |
10. Резка электрическими ножницами (листовой стали толщиной до 2,0 мм и других листовых материалов).

| 1. Проверить исправность электрических ножниц. 2. Установить зазор между ножами в зависимости от толщины разрезаемого металла (согласно таблицы и тех. паспорта электроинструмента). 3. Проверить точность зазора щупом. 4. Подключить токопроводящий провод в электросеть. 5. Взять ножницы, указательный палец поместить на рычаг выключателя с курком. 6. Поддерживать и подводить лист левой рукой между верхним и нижним ножами. Резать точно по риске. Включить электродвигатель. 7. Передвигать электроножницы правой рукой вперед по разметочной линии. Периодически смазывать режущие кромки машинным маслом. |