Сварные нахлесточные соединения (сварка внахлест)
В настоящее время большинство элементов металлических конструкций соединяют путем накладки сварочных швов. Такое соединение отличается значительной прочностью и надежностью, не требуя при этом больших затрат времени и труда.
Обратите внимание
Наиболее распространенным видом сварных соединений являются нахлесточные (условное обозначение «Н»).
Они имеют небольшую чувствительность к погрешностям при наложении сварного шва, вследствие чего могут выполняться сварщиками без высокой квалификации и особых навыков.
Что из себя представляют
При таком соединении боковые поверхности деталей располагаются параллельно, частично перекрывая друг друга по краям. Его применяют для металла, толщина которого находится в пределах от 4 до 8 мм, а размер перекрытия превышает удвоенную сумму толщин свариваемых кромок.
Поверхности, на которые накладывают сварочные швы, практически не подвергают обработке. Исключение составляет лишь зачистка кромок. Стальные листы проваривают с обеих сторон, чтобы исключить риск проникновения влаги в зазор в процессе эксплуатации изделия.
Элементы, скрепляемые внахлест, перед сваркой плотно стягивают, поскольку зазоры снижают прочность соединения.
Иногда сварные нахлесточные соединения выполняют с помощью прорезных и заклепочных швов. Первый тип предполагает прожигание сквозного отверстия в поверхности, наложенной сверху пластины и последующее накладывание кольцевого шва вдоль краев указанного отверстия.
Во втором случае шов накладывают вдоль периметра щели, прорезанной на пластине.
Дополнительный прорезной шов
Где применяются
Для металлических конструкций сварка нахлесточных соединений актуальна в ситуациях, когда соединяемые детали имеют большой вес, а возможность их перемещения с требуемой точностью ограничивается.
Внимание! Этот вид сварки не рекомендуется применять для изделий, которые подвергаются воздействию переменных нагрузок.
Сварку внахлест с лобовыми швами используют при производстве конструкций листового типа (резервуаров, сосудов, обшивки и т.д.), нахлесточное соединение с фланговыми швами применяют при изготовлении изделий из профильных материалов (мачт, колонн, подкрановых и стропильных ферм).
Накладка сварочных швов внахлест с применением пазов и круглых отверстий используется при креплении стального настила к балкам и в других подобных случаях.
Преимущества и недостатки
К плюсам нахлесточной сварки относятся:
· Простота сборки, предусматривающая возможность корректировки размеров собираемой детали за счет величины нахлестки.
· Отсутствие скоса кромок под сварку.
· Незначительная усадка металла при накладке сварных швов.
Однако нахлесточные соединения имеют и минусы:
· Низкая эффективность работы при динамической и переменной нагрузке.
· Увеличение расхода основного металла на перекрытие.
· Возможность проникновения влаги в зазор между перекрываемыми деталями и последующее развитие коррозионных процессов.
Существенным недостатком сварки внахлест является низкая устойчивость к изломам. Чтобы соединение не лопнуло при возникновении нагрузки, ему можно придать дополнительный запас прочности. С этой целью сварочный шов проводят вдоль края не только нижнего, но и верхнего листа.
Прочность нахлесточной сварки также повышают следующими способами:
1. Вид сварочного шва выбирают, исходя из типа предстоящих нагрузок.
2. Швы располагают симметрично силе воздействия нагрузок.
3. Используют несколько типов швов, тем самым увеличивая их общую длину и снижая падающее на них напряжение.
Соединение внахлест
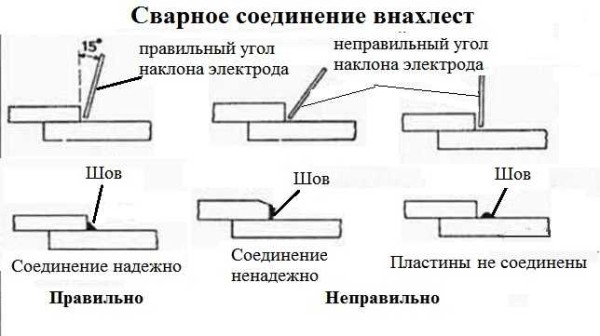
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.↑