РЕФЕРАТ
На тему:
«Сборка объективов насыпной конструкции. Расчет автоколлимационных точек»
МИНСК, 2008
Типы конструкций объективов оптических приборов. Общие требования к сборнке объективов.
Разнообразные оптические приборы имеют самые различные конструкции объективов: от двух-, трех- линзовых объективов телескопических приборов до сложных многолинзовых фотообъективов с переменным фокусным расстоянием. Конструктивные особенности объективов накладывают отпечаток на способ их сборки.
Объективы представляют собой центрированные оптические системы, т.е. систему линз или зеркал, центры кривизны сферических поверхностей которых расположены на прямой липни, называемой оптической осью системы.
В зависимости от точности центрирования линз различают следующие основные типы объективов.
1. Объективы «насыпной» конструкции, в которых линзы в оправах при сборке центрируют с максимально возможной точностью относительно посадочных поверхностей оправы и устанавливают затем с минимально возможным зазором в общий корпус объектива без дополнительной юстировки.
2. Объективы со свинчивающимися справами, линзы и оправы которых изготовляют по калибрам и соединяют между собой с минимально допустимыми зазорами. Оправы с линзами соединяют с корпусом объектива резьбой без дополнительной юстировки.
3. Объективы единичных приборов и приборов, выпускаемых мелкими сериями, детали которых подгоняют в процессе сборки, сопровождаемой юстировкой.
Процесс сборки объективов должен обеспечить: получение требуемых параметров объектива (фокусного и рабочего расстояний, разрешающей силы и необходимого качества изображения); надежную и длительную работу объектива в реальных условиях эксплуатации; выпуск необходимого количества объективов в установленные сроки.
Процесс сборки объектива имеет два этапа: предварительную и окончательную сборку.
Предварительная сборка включает в себя:
подготовку механических деталей (промывку и чистку деталей);
сборку механических узлов объектива (ирисовой диафрагмы, фокусировочной оправы объектива);
предварительную сборку блока объектива, т. е. установку и крепление линз в оправах и сборку оправ с линзами в корпусе объектива, при которой обеспечивают необходимую величину межлинзовых воздушных промежутков.
Окончательная сборка включает в себя:
чистку линз в оправах;
установку оправ с линзами в корпусе объектива и центрирование объектива;
сборку механизмов, располагающихся на объективе;
выполнение рабочего расстояния объектива;
окончательную чистку внешних деталей объектива;
контроль параметров объектива в лаборатории и ОТК с оформлением паспорта;
упаковку объектива для отправки в цех сборки фотоаппаратов или на склад готовой продукции.
Приведенная последовательность сборки типична для мелкосерийного изготовления объективов. При индивидуальной сборке объективов возможно совмещение этапов сборки.
При крупносерийном изготовлении объективов указанные этапы сборки разбивают на более мелкие и сборочный процесс часто оформляют в виде конвейерной сборки.
Сборка объектива без последующей юстировки возможна лишь при изготовлении деталей с очень высокой точностью из материалов, полностью отвечающих предъявляемым требованиям. Однако в условиях реального производства размеры деталей объектива имеют отклонения от номинальных величин. Эти отклонения необходимо компенсировать в процессе сборки.
Реальный объектив, изображая предмет, вносит искажения в его форму, цвет, соотношение яркостей его частей. Эти искажения обусловлены:
остаточными аберрациями объектива (искажениями изображения, допускаемыми при расчете объектива);
отклонениями размеров оптических деталей и формы их преломляющих и отражающих поверхностей;
отклонениями преломляющих свойств стекла, возникающими при его варке (изменение показателя преломления по объему стекла);
неточным взаимным расположением оптических деталей в собранном объективе, вызываемым неточностью изготовления оправ и децентрировкой линз;
неодинаковым спектральным пропусканием просветляющих пленок и стекла линз;
влиянием рассеянного света, возникающего в результате отражения света от поверхностей линз и оправ.
Отклонения показателей преломления линз в полученной партии стекла учитывают перед изготовлением оптических деталей путем перерасчета толщин линз, расстояний между линзами и иногда радиусов линз. Сочетание показателей преломления стекла линз в данной партии называется комбинацией и обозначается порядковым номером в сопроводительном документе партии оптических деталей.
Отклонения толщин линз компенсируют, подбирая их таким образом, чтобы по возможности не увеличивать аберраций объектива. При этом в случае необходимости из меняют величину междулинзовых воздушных промежутков. Поэтому к комплекту линз, направляемому на сборку
объектива, прилагают комплектовочную таблицу, в которой указываются номер комбинации парт; и стекла, отклонения толщин линз и окончательные величины воздушных промежутков, которые необходимо выдержать при
сборке объектива.
Отклонения радиуса линзы от номиналы ой величины (так называемой «цвет» поверхности) и отклонения формы поверхности линз проверяют сравнением с эталонной поверхностью при изготовлении линзы и не учитывают при комплектации линз.
Неблагоприятное сочетание перечисленных отклонений приводит к существенному ухудшению качества изображения и к необходимости изменения воздушных промежутков объектива после его сборки.
Дефекты поверхностей линз «(бугры», «ямы», двойная кривизна поверхности, «сорванный цвет») и недопустимая оптическая неоднородность стекла (плавная или в виде «свилей») не могут быть скомпенсированы при сборке объектива.
Деформации поверхностей линз и зеркал при креплении в оправах должны быть устранены перед сборкой, так как ухудшение качества изображения, вызванное их воздействием, в процессе сборки нельзя скомпенсировать.
При чрезмерном ухудшении качества объектива от суммарного воздействия указанных выше причин объектив бракуют и возвращают для устранения этих причин.
Важнейшей операцией при сборке объектива является его центрирование.
Центрированием объектива называется расположение центров кривизны всех оптических поверхностей на одной прямой линии, называемой оптической осью объектива:
Смещение центра кривизны поверхности с оптической оси объектива называется децентрировкой поверхности и приводит к ухудшению качества изображения, образуемого объективом, что выражается в появлении «комы» в центре поля изображения и наклоне плоскости изображения с наилучшей резкостью.
Допустимые значения децентрировки для каждой оптической поверхности вычисляют при расчете объектива, учитывают при разработке конструкции и назначении допусков на изготовление деталей и сборку объектива.
Сборка объективов насыпной конструкции
Метод сборки объективов насыпной конструкции называют автоколлимационным методом сборки. Его применяют для объективов, требующих особенно точного центрирования линз, например сильных микрообъективов, светосильных киносъемочных объективов, широкоугольных фотообъективов.
Метод сборки заключается в центрировании базовых поверхностей оправы относительно оптической оси линзы. Затем оправы с линзами вставляют в корпус объектива с минимальным зазором по диаметру оправ. В результате центры кривизны поверхностей линз будут расположены с достаточной точностью вблизи геометрической оси корпуса объектива, т. е. обеспечивается хорошая центрировка объектива. Конструктивное оформление, объектива, собранного автоколлимационным методом, показано на рис.1.
Линзы, предназначенные для автоколлимационной сборки, в оптическом цехе центрируют с невысокой точностью (0,03—0,1 мм). Оправы для линз изготовляют в механическом цехе с припусками по наружному диаметру и торцам. Затем линзы закрепляют в оправах завальцовкой или резьбовым кольцом.
Рассмотрим чертеж линзы фотообъектив в оправе для автоколлимационной сборки (рис.2).
На чертеже обычно указывают допустимые децентрировки поверхностей А и Б относительно геометрической оси оправы  20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).
20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).

Рис.1. Широкоугольный фотообъектив Рис.2. Пример чертежа линзы
«Руссар МР-2» ( =20мм) для автоколлимационной
=20мм) для автоколлимационной
сборки.
Децентрировку можно уменьшить до допустимой величины, если линзу в оправе на специальном центрировочном патроне смещать и разворачивать таким образом, чтобы центры кривизны ее поверхностей совместились с осью вращения шпинделя токарного станка, после чего обработать базовые поверхности оправы. При этом оптическая ось линзы совмещается с геометрической осью оправы с требуемой точностью.
Рассмотрим схематически процесс центрирования линзы. На рис. 3, а изображена линза, установленная в центрировочном патроне. Линза установлена так, чтобы центр кривизны наружной поверхности линзы  был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы и
был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы и  смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
Трубку укрепляют на задней бабке токарного станка. Вращением винтов 1, расположенных через 90° вокруг оси шпинделя, подвижную часть патрона смещают в плоскости, перпендикулярной к оси шпиндели, так, что центр кривизны линзы  совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны при вращении шпинделя в этом случае не наблюдается, биение центра кривизны
совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны при вращении шпинделя в этом случае не наблюдается, биение центра кривизны  увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны совмещают с осью шпинделя (рис.3, в). При этом центр кривизны не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с
увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны совмещают с осью шпинделя (рис.3, в). При этом центр кривизны не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с  20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
Устройство автоколлимационной трубки ЮС-13. Схема автоколлимационной трубки ЮС-13 приведена на рис. 5. Прозрачное перекрестие па зеркале 8 трубки, подсвеченное осветителем 7, проецируется объективом 2 на плоскость, в которой расположен центр  кривизны центрируемой линзы 1.
кривизны центрируемой линзы 1.
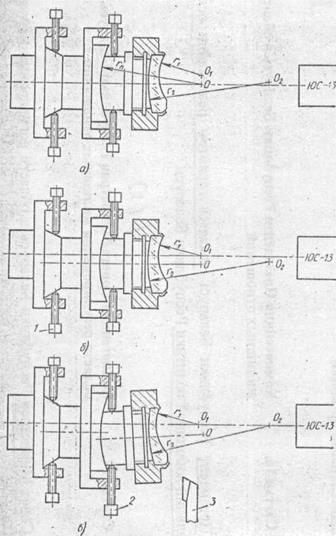
Рис.3. Центрировочные линзы.

Рис.4. Обработка оправы линзы после центрирования
Изображение перекрестия совмещают с центром кривизны линзы в поперечном направлении путем наклона трубки при разгибании пружины 5 винтом 6. Лучи, света, образующие изображение перекрестия в центре кривизны линзы, отражаются от поверхности линзы, установленной на центрировочном патроне, и возвращаются в трубку собранные объективом 2 на зеркале 8. Отразившись от зеркала, лучи образуют увеличенное изображение перекрестия па измерительной сетке 4 микроскопа 3.
Наблюдение за децентрировкой С центра кривизны линзы ведут при вращении шпинделя станка. Схема наблюдения показана на рис.6. Осевой луч t пучка, выходящего из трубки ЮС-13, из-за смещения  центра кривизны отражается от линзы по направлению
центра кривизны отражается от линзы по направлению  и возвращается в объектив трубки под углом
и возвращается в объектив трубки под углом  по отношению к первоначальному направлению, пучка t. При повороте шпинделя на 180° центр кривизны линзы займет положение
по отношению к первоначальному направлению, пучка t. При повороте шпинделя на 180° центр кривизны линзы займет положение  и осевой луч t отразится по направлению
и осевой луч t отразится по направлению  , возвращаясь также под углом
, возвращаясь также под углом  к лучу t, но с противоположной стороны от оси шпинделя. Таким образом, при повороте шпинделя с линзой отраженный луч описывает коническую поверхность с углом конуса
к лучу t, но с противоположной стороны от оси шпинделя. Таким образом, при повороте шпинделя с линзой отраженный луч описывает коническую поверхность с углом конуса  . В результате изображение перекрестия трубки, образуемое отраженными лучами
. В результате изображение перекрестия трубки, образуемое отраженными лучами  , описывает на сетке микроскопа окружность, диаметр D которой соответствует N делениям сетки.
, описывает на сетке микроскопа окружность, диаметр D которой соответствует N делениям сетки.
Диаметр окружности (в мм)
 , (1)
, (1)
где С — децентрировка центра кривизны линзы в мм;
 — линейное увеличение объективе микроскопа 3(рис. 5);
— линейное увеличение объективе микроскопа 3(рис. 5);
 — линейное увеличение объектива 2 трубки;
— линейное увеличение объектива 2 трубки;
 — интервал деления сетки микроскопа в мм.
— интервал деления сетки микроскопа в мм.
Из формулы (4) следует, что величина децеитрировки


Рис.5. Схема автоколлимационной трубки ЮС-13
Перемещая объектив 2 (рис. 5.) в тубусе, изображение перекрестия трубки можно поместить практически на любое расстояние S от торца тубуса объектива. Величина S лежит в пределах от —5 см до —∞ и от +∞ до 9 см, что позволяет наблюдать изображения центров кривизны поверхностей линз с радиусами любой величины. При этом изменяется увеличение . Для удобства определения децентрировки С на трубке нанесена шкала величины  , выраженной в микрометрах, для каждого положения объектива 2 в тубусе.
, выраженной в микрометрах, для каждого положения объектива 2 в тубусе.

Рис.6. Схема наблюдения децентрировки.
Значения К для трубки ЮС-13 с объективом 2, состоящим из двух склеенных линз, приведены в табл. 1.
Таблица 1
| S в см К в мкм | —5 —6 —7 —9 —10 —14 —20 —50 —190 3 5 7 9 10 15 21 51 200 |
| S в см К в мкм | +64 +33 +20 +16 +12 +10 +9 64 33 20 15 10 8 6 |
При положении шкалы трубки «∞» угол наклона плоской поверхности линзы, соответствующий диаметру биения перекрестия в одно деление шкалы, равен 19" (для трубки ЮС-13).
Определив по сетке трубки число делений N, занимаемых диаметром окружности биения автоколлимационного блика от поверхности линзы, определяют децентрировку поверхности:
С = KN (2)
Допустимое биение центров кривизны  для каждой поверхности линзы указывают в технологической карте сборки в виде допустимого числа делений трубки:
для каждой поверхности линзы указывают в технологической карте сборки в виде допустимого числа делений трубки:

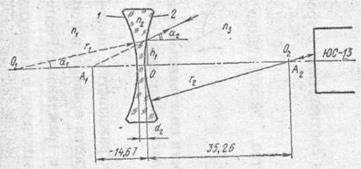
Рис.7. Автоколлимационные точки одиночной линзы.
Расчет автоколлимационных точек. Автоколлимационной точкой называется точка на оси линзы, в которую необходимо поместить светящееся изображение перекрестия трубки чтобы получить отраженное от поверхности линзы изображение перекрестия па сетке трубки. Автоколлимационные точки для всех поверхностей линзы рассчитывают и вписывают в технологическую карту сборки. Отсчет положения автоколлимационных точек ведут от поверхности линзы, ближайшей к трубке ЮС-13.
Расчёт ведут по следующим формулам нулевых лучей для хода луча через преломляющие поверхности
 - для высоты луча;
- для высоты луча;
 -для углов;
-для углов;
При расчёте соблюдают правило знаков, принятое в геометрической оптике.
Определим автоколлимационные точки для линзы, показанной на рис.7.
Радиусы линзы  =-30,1 мм;
=-30,1 мм;  =35,26 мм; толщина линзы
=35,26 мм; толщина линзы  =2мм;
=2мм;
показатель преломления  =1,6242 мм; показатель преломления воздуха
=1,6242 мм; показатель преломления воздуха  .
.
Из точки  направляем луч на высоте
направляем луч на высоте  по радиусу и определяем точку пересечения этого луча с осью линзы (точка
по радиусу и определяем точку пересечения этого луча с осью линзы (точка  ) после преломления на поверхности 2. Эта точка и будет автоколлимационной точкой для поверхности 1. Высоту
) после преломления на поверхности 2. Эта точка и будет автоколлимационной точкой для поверхности 1. Высоту  принимают равной единице. Как следует из рис. 7,
принимают равной единице. Как следует из рис. 7,

После преломления на поверхности 2 линзы луч пересечет оптическую ось линзы под углом

Знак минус в последней формуле означает, что автоколлимационная точка для поверхности 1 располагается слева от точки О.
Автоколлимационной точкой для поверхности 2 линзы является центр ее кривизны. Поэтому  мм.
мм.
Вследствие преломления луча на поверхности 2 через трубку наблюдают не истинную величину биения центра кривизны а ее изображение через поверхность 2. Поэтому при определении децентрировки поверхности 1 число делений N биения блика на сетке трубки следует умножить на увеличение W преломляющей поверхности, определяемое по формуле
 ,
,
т. е. децентрировка поверхности 1 в данном случае изображается на сетке трубки уменьшенной в 1,44 раза.
Для поверхности 2 увеличение равно единице, и для расчета децентрировки в формулу (2) подставляют непосредственно число делений N биения блика на сетке трубки.
Для склеенных линз автоколлимационные точки рассчитывают аналогичным способом с учетом всех преломляющих поверхностей.
Увеличение W при этом определяют делением величины последнего угла  на
на  . Показатель преломления n берут для стекла линзы, децентрировку поверхности которой определяют.
. Показатель преломления n берут для стекла линзы, децентрировку поверхности которой определяют.
Для контроля децентрировки склеенных поверхностей также рассчитывают автоколлимационные точки.
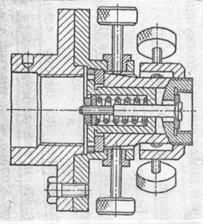
Рис.8. Разрез центрировочного патрона.
При автоколлимационной центрировке склеенных линз с осью шпиндели совмещают только центры кривизны наружных поверхностей линзы. Если наружные поверхности линзы концентричны, то с осью шпинделя совмещают и центр кривизны склейки.
Установка линзы на центрировочном патроне и расчет длины переходных втулок (оправок) для автоколлимационной центрировки. Для установки линзы на центрировочном патроне в оправе линзы предусматривают технологическую резьбу (см. резьбу М 18 X 0,5 на рис. 2). Разрез центрировочного патрона показан на рис. 8. Линзу в оправе устанавливают на патроне так, чтобы центр кривизны поверхности линзы, ближайшей к трубке ЮС-13, находился в плоскости, где расположен центр кривизны сферической части патрона (рис. 9, а). Для этого между оправой линзы и опорным торцом патрона устанавливают переходную втулку (оправку) длиной L. Длина оправки определяется из равенства
Величины  и
и  маркируют на патроне при его изготовлении. Величины
маркируют на патроне при его изготовлении. Величины  и
и  определяют из чертежа линзы. Для линз, у которых поверхность, ближайшая к трубке, выпуклая, центры кривизны совмещают так, как показано на рис. 9, б. В этом случае
определяют из чертежа линзы. Для линз, у которых поверхность, ближайшая к трубке, выпуклая, центры кривизны совмещают так, как показано на рис. 9, б. В этом случае  . Если
. Если  велико, то оправка становится настолько длинной, что затрудняет работу с патроном, а обточка оправы линзы после центрирования становится невозможной вследствие малой жесткости системы патрон— оправка.
велико, то оправка становится настолько длинной, что затрудняет работу с патроном, а обточка оправы линзы после центрирования становится невозможной вследствие малой жесткости системы патрон— оправка.
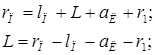
Для устранения этого недостатка инженер В. С. Жилин предложил центрировочный патрон с радиусом сферической поверхности противоположного знака — патрон с «отрицательным радиусом» (рис. 9, в). Для такого па-тропа длина оправки L невелика и жесткость системы достаточна для проточки оправы линзы. Длина оправки в этом случае

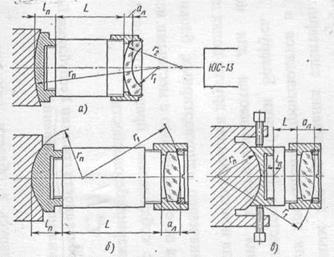
Рис.9. Схема для расчёта длины оправки
ЛИТЕРАТУРА
1. Малов А.Н., Законников Обработка деталей оптических приборов. Машиностроение, 2006. - 304 с.
2. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
3. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.