Эта операция также относится к отделке готового изделия и выполняется с целью обогащения фактуры или светотеневых эффектов путем создания дополнительных рельефных выступов или канавок и углублений, например, жилок на листьях или лепестках, каннелюр на колонках, канавок на буквах или цифрах и т. п. Работа выполняется специальными подбойками или пуансонами.
Горновая (кузнечная) сварка.
При производстве художественных изделий методом ковки большое облегчение и ускорение работе дает применение горновой (кузнечной) сварки, а в некоторых случаях при изготовлении больших и сложных изделий она является решающей, Кроме того, сварка значительно удешевляет кузнечное производство. Кузнечная сварка позволяет соединить в одно целое изготовленные по отдельности детали. В этом случае их можно выполнить с большей тщательностью и совершенством. Кузнечной сваркой хорошо и легко сваривается мягкая сталь с содержанием углерода 0,15—0,25%.
Если в стали содержание углерода превышают 0,45%, то она почти не поддается горновой сварке. Процесс горновой сварки состоит из следующих операций: подготовки концов, нагрева, сварки, проковки шва.
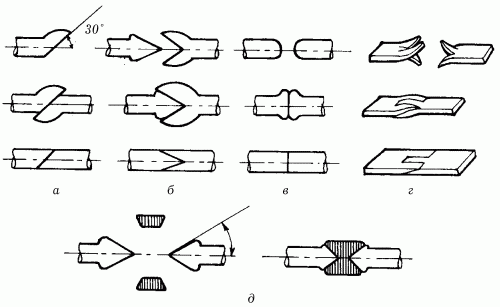
Рис. 17. Различные способы сварки: а – внахлестку; б – в разруб; в – встык; г – в расщеп; д – с помощью шашек.
В зависимости от толщины поковок, подлежащих сварке, их концы подготавливают различным способом. Тонкие концы прутков предварительно нагревают (утолщают) и сваривают встык. Изделия толщиной до 100 мм сваривают внахлестку. Для этого концы предварительно нагревают и скашивают. Скошенные поверхности должны быть несколько выпуклыми для того, чтобы сварка началась в центре. При таком способе шлак выжимается от центра к краям. При толщине концов более 600 мм применяют сварку в разруб (или в паз), при этом концы нагревают, осаживают, затем один из них разрубают, а другой вытягивают клином.
После подготовки концов одним из указанных способов их нагревают в кузнечном горне до 1300—1350°С, что соответствует белому калению. Для сварки сталь должна быть чистой, а во время нагрева она покрывается окалиной. Окалина удаляется флюсом, которым может быть мелкий чистый кварцевый песок или бура. Флюс легко сплавляется с окалиной, образуя легкоплавкий шлак, который создает тонкую пленку и предохраняет сталь от дальнейшего окисления.
Нагретые до сварочного жара куски стали очищают от шлака встряхиванием или березовыми прутьями, вплотную кладут на наковальню свариваемыми поверхностями и затем наносят удары сначала частые и легкие ручником, а затем сильные удары кувалдой и доковывают весь стык до полной сварки.
При сварке следят, чтобы шлак не остался внутри шва, и ударами молотка его удаляют. В настоящее время кузнечную сварку применяют все реже и реже, так как автогенные виды сварки гораздо совершеннее, быстрее и дешевле.
При свободной ковке очень важно определить, какая часть изделия будет коваться целиком, какие элементы будут выполняться отдельно, а затем привариваться. От правильно намеченного технологического процесса во многом зависит успех работы. В свою очередь, для разработки технологии необходимо иметь кроме рисунка изделия точный чертеж, составленный конструктором с учетом припусков на механическую (токарную, фрезерную) обработку если такая предусматривается.
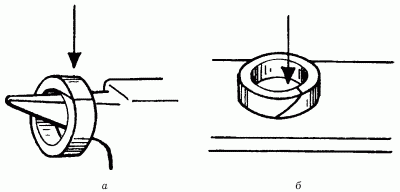
Рис. 18. Сварка колец: а – на роге; б – на наличнике.