Введение
Выплавка стали
В современной металлургии важнейшие способы выплавки стали — Кислородно-конвертерный процесс, мартеновский процесс и электросталеплавильный процесс. Соотношение между этими видами меняется: если в начале 50-х гг. 20 в. в мартеновских печах выплавлялось около 80% производимой в мире стали, то уже к середине 70-х гг. главенствующее положение занял кислородно-конвертерный процесс, на долю которого приходится более половины мировой выплавки стали.
Виды стали
Полученную в сталеплавильном агрегате сталь выпускают в разливочный ковш, а затем либо разливают в металлические формы — изложницы, либо направляют на установки непрерывной разливки стали (машины непрерывного литья); лишь около 2% всей производимой стали идёт на фасонное литьё. В результате затвердевания металла получаются стальные слитки или заготовки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке). Непрерывный способ разливки стали имеет неоспоримые преимущества перед разливкой в изложницы. Однако пока преобладающее количество металла разливается в изложницы. Разливка стали — ответственный этап Технология и организация разливки в значительной мере определяют качество готового металла и количество отходов при последующем переделе стальных слитков.

В кислородно-конвертерном производстве преобладают конвертеры ёмкостью 100—350 т. Сортамент стали, получаемой этим способом, непрерывно расширяется, причём по качеству кислородно-конвертерная легированная сталь не уступает мартеновской стали и электростали соответствующих марок. Выплавка некоторых низколегированных сталей в кислородных конвертерах считается наиболее целесообразной не только по экономическим причинам, но и с точки зрения качества металла. Так, сталь, предназначенную для холодной деформации (особенно для производства автолиста), на металлургических заводах всего мира выплавляют главным образом в кислородных конвертерах. Осваивается выплавка высоколегированной стали. Главные направления развития кислородно-конвертерного процесса: интенсификация плавки (в первую очередь продувки), повышение стойкости футеровки, применение современных средств контроля и управления с использованием ЭВМ, разработка новых технологических вариантов. Большие перспективы открывает перед кислородно-конвертерным процессом сочетание его с методами внепечного рафинирования металла. Несмотря на резкое сокращение доли мартеновского металла в общем объёме производства стали, роль мартеновского процесса в чёрной металлургии многих стран ещё достаточно высока. Использование кислорода, природного газа, огнеупоров высокого качества позволяет значительно интенсифицировать мартеновский процесс. Вместе с тем строительство новых мартеновских печей повсеместно прекращено. Перспективной считается перестройка действующих мартеновских печей на высокопроизводительные двухванные печи. 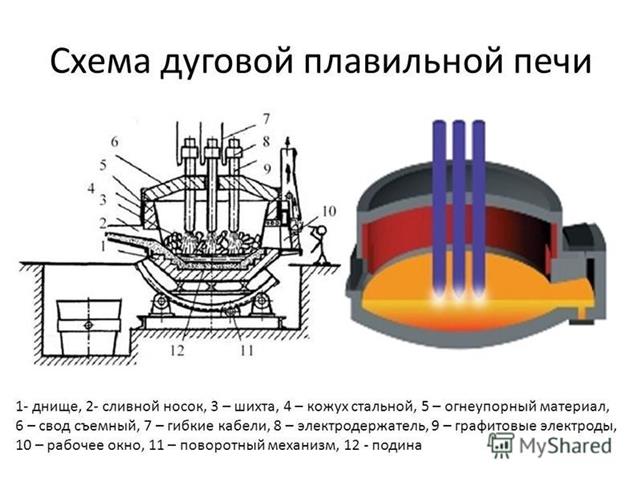
Во 2-й половине 20 в. наблюдается заметное развитие электросталеплавильного производства, обусловленное рядом его преимуществ перед др. способами получения стали. В СССР действуют 200-т дуговые печи; проектируются печи номинальной ёмкостью 400 т. В США находится в эксплуатации самая крупная в мире 360-т электропечь (1975). Ведутся работы по созданию 500—600-т электропечей (с шестью электродами). Важная тенденция электросталеплавильного производства — значительное увеличение удельной мощности электропечей (с 250—300 до 500—600 ква/т и более). На металлургических предприятиях некоторых стран внедрён предварительный подогрев шихты, позволяющий сократить продолжительность плавки, снизить расход электроэнергии и электродов. Технико-экономические показатели современных дуговых печей свидетельствуют о целесообразности их использования для выплавки не только легированной, но и рядовой стали. Так, в электросталеплавильных цехах США доля рядового металла достигает 70%, в ФРГ — 50%. Положительное влияние на развитие электрометаллургии стали окажет широкое промышленное освоение способов прямого получения железа, позволяющих производить высококачественное сырьё для электропечей. Использование металлизованной шихты для электроплавки (например, металлизованных окатышей) позволит сократить капитальные вложения на сооружение новых электросталеплавильных цехов и повысить производительность дуговых печей. Перспективы
Одно из перспективных направлений развития — повышение качества стали путём внепечного рафинирования. Наибольшее промышленное значение имеют следующие методы: продувка металла в ковше или специальном агрегате инертными газами или окислительными смесями; вакуумная обработка стали; обработка стали синтетическими шлаками.
Примерно в середине 60-х гг. начала интенсивно развиваться т. н. спецэлектрометаллургия, которая включает различные виды рафинирующих переплавов заготовки, полученной в обычных сталеплавильных агрегатах (чаще всего в дуговых или индукционных печах). К ним относятся плавка в дуговых вакуумных печах и в индукционных вакуумных печах, Электрошлаковый переплав, Электроннолучевая плавка, плазменная плавка. В результате рафинирующего переплава исходный металл эффективно очищается от неметаллических включений и др. нежелательных примесей, повышаются плотность и однородность его структуры, улучшаются многие свойства стали.
В области разливки стали наблюдается постоянное увеличение доли непрерывно-литого металла. В середине 70-х гг. в мире работает свыше 500 машин непрерывного литья (МНЛ) стали. Крупнейшая в мире МНЛ, производительностью 1,9 млн. т стали в год, действует в США (1975). Наиболее широкое распространение получают МНЛ радиального типа. Выход готового продукта на лучших МНЛ мира достигает 96—99%. Как при непрерывном литье, так и при разливке стали в изложницы высокие технико-экономические результаты даёт замена стопорных устройств бесстопорными (шиберными) затворами — надёжными и безопасными в работе, позволяющими точно регулировать скорость разливки металла. Применение экзотермических шлакообразующих смесей позволяет улучшить поверхность получаемых слитков. Благодаря использованию теплоизолирующих и экзотермических прибыльных надставок удаётся значительно сократить потери металла.
К тенденциям, как и чёрной металлургии в целом, следует отнести дальнейшую концентрацию производства, повышение степени непрерывности всего технологического цикла, специализацию отдельных цехов и предприятий, что создаёт благоприятные условия для снижения себестоимости и повышения качества стали, для достижения высокой степени механизации и автоматизации всего металлургического процесса, внедрения электронно-вычислительных машин и автоматизированных систем управления. Большое значение для развития имеют ведущиеся в ряде стран работы по созданию непрерывного сталеплавильного процесса и агрегата длящего проведения.
Мировое производство стали в 1974 превысило 700 млн. т, причём 136 млн. т было выплавлено в СССР. В промышленно развитых странах на душу населения приходится 400—600 кг стали (в СССР более 500 кг). По некоторым прогнозам, к 2000 мировое производство важнейшего металла современности может достичь 2 млрд. т.
Технико-экономическая и организационная характеристика сталеплавильного производства

Конвертерный процесс, как процесс технически более совершенен и экономически более эффективен, имеет целый ряд преимуществ перед другими способами, и в первую очередь перед мартеновским:Более высокая производительность на единицу емкости агрегата и на одного трудящегося.
Удельные капитальные вложения на строительство цеха такой же производительности, как мартеновского, с учетом затрат на кислородные станции.
Расход огнеупоров на единицу мощности агрегата в 2-3 раза меньше.
В хорошо работающих цехах при оценке лома по цене чугуна себестоимость стали ниже мартеновской.

Производство стали в электродуговых печах обладает рядом технологических преимуществ перед конверторным и мартеновским способами производства. Во-первых, высокая температура в значительной мере экранированных от стен и свода источников тепловой энергии позволяет быстро нагревать и поддерживать требуемую температуру металла в ванне. Во-вторых, возможность создавать в рабочем пространстве электропечи как окислительную, так и восстановительную атмосферу. Указанные преимущества позволяют с высокой достоверностью контролировать ход плавки с точки зрения:эффективного рафинирования металла от вредных примесей;
легирования металла при минимальных потерях дорогостоящих элементов.
Сталеплавильные цехи занимают промежуточное место в общем, металлургическом цикле, имеют тесные производственные связи с доменными и прокатными цехами. Такое положение требует четкой согласованности во время снабжения сталеплавильных агрегатов жидким чугуном, а прокатных станов горячими слитками и заготовками. Сталеплавильное производство характеризуется нестабильностью многих факторов процесса (разная длительность отдельных периодов плавки стали, непостоянное качество используемых материалов, изменение длительности плавки в течение компании печи и др.). сталеплавильные агрегаты обслуживаются общими участками (шихтовый двор, миксерное отделение, отделение подготовки изложниц и раздевания слитков) и оборудованием (завалочные машины, разливочные, разливочные и уборочные краны и др.).
Приведенные особенности обуславливают необходимость строгой регламентации производственного процесса каждого агрегата в отдельности и всех агрегатов вместе, требуют увязки работы всех участков цеха между собой и согласования его работы с работой смежных и обслуживающих цехов. Решение этих вопросов невозможно без регламентации производственных процессов.
В первую очередь регламентации подлежит:
состав шихты (химический состав чугуна, пропорции составных частей – количество тяжеловесного лома, размеры материалов);
время и порядок завалки различных материалов шихты и заливки жидкого чугуна;
время и порядок подачи шихтовых материалов на рабочую площадку;
длительность плавки по периодам;
тепловой и температурный режимы по периодам плавки;
время и порядок подготовки разливочного пролета к приему и разливке стали (подготовка ковшей, скорость разливки стали, время выдержки металла в ковше);
время и порядок уборки продуктов плавки (время выдержки стали после разливки, транспортировки составов к нагревательным колодцам прокатного цеха, смета шлаковых чаш);
расход шихтовых материалов на одну тонну стали и выход годного;
сроки и длительность ремонтов печей и оборудования;
штат рабочих и руководителей по участкам и цеху в целом;
нормы выработки, нормы времени по видам работ и порядок оплаты труда (система зарплаты, расценки, показатели премирования);
рациональные приемы работы, устанавливаемые на основе передового опыта и внедрение планов ОНОТ;
требования, предъявляемые к другим цехам и хозяйствам.
Кислородно-конверторные цехи по сравнению с мартеновскими более компактны, оборудование их более простое, условия труда значительно лучше. Однако сравнительно малая длительность плавки (40-50 мин) требует особенно четкой организации работы. Электросталеплавильные цехи по характеру и длительности операции технологического процесса, составу участков и организации обслуживания печей весьма сходны с мартеновскими. В ферросплавных цехах самостоятельными участками являются: подготовка и подача шихты, печной пролет (собственно плавка), разливка и уборка продуктов плавки. Ферросплавы выплавляют двумя способами: периодическим и непрерывным, что вносит соответствующие особенности в организации работы этих цехов. Регламентация процесса и увязка во времени всех производственных операций на участках цеха обеспечивают ритмичную и высокопроизводительную работу печей.