Если вы желаете приобрести сварочное оборудование, необходимо четко осознавать, что цена оборудования для электросварки зависит от его функциональных возможностей. Вот эти основные возможности ручной электросварки, обеспечивающие решение фактически всех задач по соединению металлов:
· Возможность сваривания во всех пространственных расположениях
· Возможность сваривания в местах, имеющих ограниченный доступ
· Возможность относительно быстрого перехода между свариваемыми материалами
· Ручная электросварка – это возможность сваривания самых разных сталей, что обеспечивается широким спектром выпускаемых электродов
· Подобная сварка проста; кроме того, ее относительно легко перевозить в нужное вам место
· Кроме вышеперечисленных достоинств, ручная электросварка имеет и свои недостатки. Вот основные из них:
· 1. Вредные условия, возникающие в процессе сваривания
· 2. Качество сварных соединений очень зависимо от квалификации самого сварщика
· 3. Низкий КПД и относительно невысокая производительность, если сравнивать с другими сварочными технологиями
· Учтите, что благодаря навыкам, которые вы автоматически получаете, работая с ручным сварочным аппаратом, вы сможете сделать массу полезного для своей дачи, гаража или загородного дома. Наверняка, сделав первые успешные шаги, вы захотите сделать для себя нечто потрясающее.
Сварочная горелка является основным инструментом газосварщика при сварке и наплавке.
Сварочная горелка
устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени.
Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени. Сварочные горелки согласно ГОСТ 1077-79 подразделяются следующим образом:
· по способу подачи горючего газа и кислорода в смесительную камеру - инжекторные и безынжекторные;
· по роду применяемого горючего газа - ацетиленовые, для газов-заменителей, для жидких горючих и водородные;
· по назначению - на универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции);
· по числу пламени - однопламенные и многопламенные;
· по мощности пламени - горелки микромощности (расход ацетилена 5-60 л/ч), малой мощности (25-700 л/ч), средней мощности (50-2500 л/ч), большой мощности (2500-7000 л/ч);
· по способу применения - ручные и машинные. Сварочные горелки должны быть просты и удобны в эксплуатации, обеспечивать безопасность в работе и устойчивое горение сварочного пламени.
Источник: https://weldering.com/svarochnye-gorelki-ih-naznachenie-ustroystvo
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком «+ » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).

Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
| № п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
| С лицевой стороны | С оборотной стороны | |||

| Усиление шва снять | 
| 
| |

| Наплывы и неровности шва обработать с плавным переходом к основному металлу | 
| 
| |

| Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | 
| ||

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | 
| 
| |

| Шов прерывистый или точечный с шахматным расположением |
| 
| |

| Шов по замкнутой линии. Диаметр знака — 3…5 мм | 
| ||

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
25 Колебательные движения электродов (назначение, разновидности).
Для образования сварного шва электроду придается сложное движение в трех направлениях.
Первое движение - это поступательное движение электрода по направлению его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги.
Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки.
В результате этих двух движений образуется узкий, шириной не более 1,5 диаметров электрода, так называемый ниточный шов. Такой шов применяется при сварке тонкого металла, а также при наложении первого шва при многослойной (многопроходной) сварке.
Третье движение - это колебание конца электрода поперек шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек шва (рис. 12) могут быть различными и определяются формой, размером и положением шва в пространстве. 
Рис. 12. Колебательные движения электрода поперек шва:
1,2,3 - для равномерного прогрева сварочной ванны; 4 - для усиленного прогрева корня шва; 5,6 - для усиленного прогрева кромок
3. Задача. Для сварки дан металл толщиной 8 мм. Объясните ваши действия по подготовке кромок металла к сварке.
В зависимости от толщины свариваемого металла сварка изделия может идти как с разделкой кромок, так и без. Разделка кромок металла начинается с толщины 5 мм, и она необходима для наилучшего провара металла на всю его толщину. В данном случае разделку осуществляют V-образную, хотя возможны и другие виды разделки (в зависимости от толщины металла и вида конструкции). После разделки зачищают кромки стыкуемых элементов, а также прилегающие к ним поверхности на длине 15-20 мм, очищают от масла, окалины, ржавчины и грязи, так как от состояния поверхности свариваемых изделий зависит качество сварного шва. Делают это стальной металлической щеткой
26 28
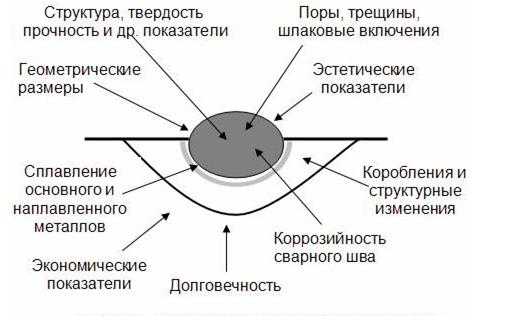
Качество сварки и сварных соединений – это основной показатель, которому должно соответствовать изделие для удовлетворения запросов заказчика.
Стоит отметить, что в общем качество сварки и сварных соединений зависит от различных факторов, в том числе и от, собственно, технологического процесса. Общее качество сварки определяется по уровням дефектов при сваривании металлоизделий.
Основные показатели, влияющие на общее качество сварки, представлены на рисунке 1.
Подробнее остановимся на основных технологических факторах, влияющих на качество сваривания:
· режим сварочного процесса – это и сила тока, и напряжение;
· материалы необходимые для сваривания: электроды, флюсы, защитные газы;
· материал свариваемого изделия;
· профессионализм сварщика – это и разряд, и опыт работы;
· условия, в которых производится сваривание.