Практическая работа №6
Тема: изучение узлов машины контактной стыковой сварки
Цель работы: изучить узлы машин контактной стыковой сварки
Приводы сжатия свариваемых деталей
Привод сжатия в машинах контактной сварки обеспечивает сдавливание деталей с заданной силой и длительностью, а также подъем и опускание электродов.
Форма применяемых графиков усилия сжатия различна (рис. 1). Они могут быть с постоянным усилием (а-г), с переменным усилием, например с проковкой (д), с предварительным обжатием точки (е), со ступенчатым (ж) и плавным ростом F^ (з). Выбор того или иного графика зависит от толщины и металла деталей, требований, предъявляемых к качеству соединения.
Привод точечных машин должен реализовывать два вида перемещения электродов: рабочий и дополнительный ход. Рабочий ход происходит во время паузы между точками и позволяет беспрепятственно передвигать детали (или машину) на шаг точек. Дополнительный (увеличенный) ход служит для зачистки рабочей поверхности электродов, первоначального ввода деталей в рабочее пространство машины, перемещения деталей с высокими ребрами жесткости поперек шва и т. п. Если основной привод не имеет большого рабочего хода, то применяют дополнительный электровинтовой привод.
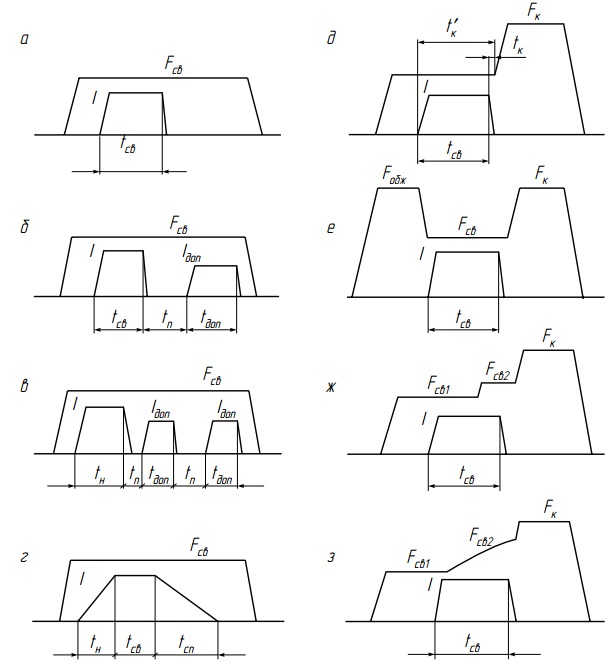
Рис. 1. Циклы точечной сварки: а — с постоянным усилием и одним импульсом тока; б — то же со сварочным и дополнительным импульсом тока; в — то же со сварочным и двумя дополнительными импульсами; г — то же с модулированным импульсом тока; д — с переменным усилием (проковкой); е — с предварительным обжатием и проковкой; ж — со ступенчатым увеличением Fсв и проковкой; з — с плавным увеличением Fсв и проковкой; Fсв, Fсв1, Fсв2 — усилие на электродах при сварке; Fобж — усилие обжатия на электродах; Fк — усилие проковки на электродах; I — ток сварки; Iдоп — ток дополнительного импульса; tсв — время сварки; tк, t′к — время проковки; tдоп — время дополнительной подачи тока; tи — время перерыва в подаче тока; tсп — время нагрева деталей; ^.п — время медленного уменьшения тока после сварки.
Привод сжатия шовных машин обычно проще, чем привод точечных. Ковочное усилие применяют сравнительно редко, а предварительное обжатие точек не делают Кроме того, необходимость в двойном ходе роликов часто отпадает, так как привод имеет увеличенный рабочий ход.
Привод сжатия должен быть таким, чтобы по возможности снизить увеличение Fсв из-за теплового расширения свариваемого металла. Поэтому стремятся уменьшить трение, например использовать пневмодиафрагмы или пневмоцилиндры с пружиной между штоком поршня и ползуном, роликовые направляющие. Иногда, напротив, резко ограничивают тепловое расширение металла по оси электродов (ползун заклинивается). На значение Fсв влияет также масса подвижных частей.
Необходимый график сварочного усилия можно получить, применив тот или иной тип привода.
Педально-грузовой привод (рис.2, а) — наиболее простой и надежный, с помощью него можно получить простейшие графики циклов с постоянным усилием (например, изображенные на рис. 4, а — г).
Перемещением груза 1 по штанге 2 можно плавно менять Fсвна электродах. Опускание, сжатие и подъем осуществляют нажатием педали через систему рычагов. Чем больше Fсв, тем больше усилие на педали и сильнее утомляемость сварщика. Такой привод применяют в машинах мощностью до 10 кВА и с усилием от нескольких ньютонов до 1000 Н (в небольших конденсаторных машинах, монтажных столах для микросварки)
Пружинный привод (рис. 2, б, в). Сварочное усилие прикладывается при нажатии на педаль 3 (рис. 2, б) и сжатии пружины 1. Его регулируют изменением предварительного сжатия пружины гайкой 2 Применение педально-пружинного привода целесообразно на небольших машинах переменного тока мощностью до 25 кВ • А и усилием до 3 кН. Электромагнитное сжатие пружины (рис. 5, в) освобождает сварщика от необходимости сильно нажимать на педаль Такой привод позволяет резко повысить темп сварки Пружина сжимается при выталкивании сердечника 3 из катушки 4. Как и педально-грузовой, пружинный привод обеспечивает лишь график с постоянным усилием.
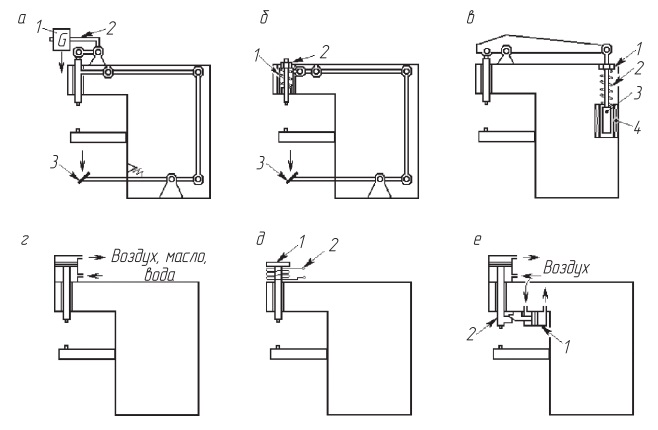
Рис.2. Типы механизмов сжатия контактных сварочных машин