В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком «+ » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
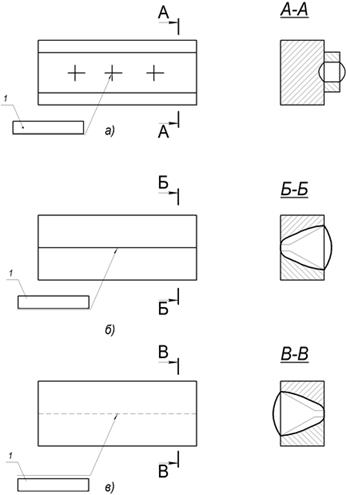
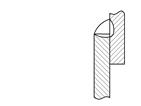
Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
| № п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
| С лицевой стороны | С оборотной стороны | |||

| Усиление шва снять | 
| 
| |

| Наплывы и неровности шва обработать с плавным переходом к основному металлу | 
| 
| |

| Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | 
| ||

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | 
| 
| |

| Шов прерывистый или точечный с шахматным расположением | 
| 
| |

| Шов по замкнутой линии. Диаметр знака — 3…5 мм | 
| ||

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.

Рис. 2.
Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
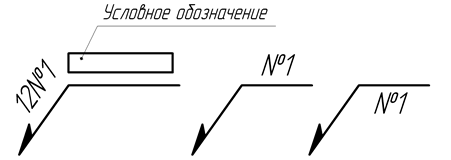
Рис.3.
Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
| гост | Способ сварки | Тип соединения | Условное обозначение шва |
| 5264—80 | Ручная дуговая | Стыковое | С … С27; С39; С40 |
| Угловое | У1 … У10 | ||
| Тавровое | Т1 … T9 | ||
| Нахлесточное | HI; Н2 | ||
| 11534—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У8 |
| Тавровое | Т1 … Т8 | ||
| 14771—76 | Дуговая в защитных газах | Стыковое | C1 … С28 |
| Угловое | У1 … У10 | ||
| Тавровое | Т1 … T9 | ||
| Нахлесточное | Н1 … Н2 | ||
| 23518—79 | То же (под острыми и тупыми углами) | Угловое | У1 … У10 |
| Тавровое | Т1 … Т9 | ||
| 8713—79 | Автоматическая под флюсом | Стыковое | Cl … С34 |
| Угловое | У1 … У4 | ||
| Тавровое | Tl … Т13 | ||
| Нахлесточное | |Н1 … Н6 | ||
| 11533—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У6 |
| Тавровое | Tl … T9 | ||
| 14806—80 | Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) | Стыковое | C1…С27 |
| Угловое | У1…У 14 | ||
| Тавровое | Т1…Т12 | ||
| Нахлесточное | Н1, Н5 | ||
| 16098-80 | Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали | Стыковое | Cl…С22 |
| Угловое | У1…У11 | ||
| Тавровое | Т1…Т6 | ||
| 15164-78 | Электрошлаковая | Стыковое | С1…СЗ |
| Угловое | У1…У4 | ||
| Тавровое | Т1…ТЗ | ||
| 14776-79 | Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне | Нахлесточное | Н1…Н6 |
Тблица № 3
Примеры условных обозначений стандартных швов
| Форма поперечного сечения | Условное обозначение шва, изображенного на чертеже | |
| с лицевой стороны | с обратной стороны | |

| 
| 
|
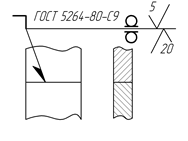
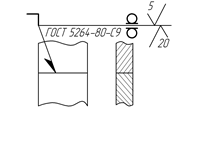
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20. | ||

| 
| 
|
| Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии | ||
| 
| 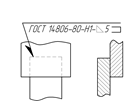
|
| Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм |