МДК.04.01.
ДЕФЕКТЫИ СПОСОБЫИСПЫТАНИЯ СВАРНЫХ ШВОВ
Сварщик (электросварочные и газосварочные работы)
УРОК № 13
Группа: СВ-4-18
Дата: 12.10.2020 г.
Преподаватель ПТП: Л.Н.Иванова
ТЕМА УРОКА: ОСНОВНЫЕ ДЕФЕКТЫВНЕШНИЕ, СПОСОБЫПРЕДУПРЕЖДЕНИЯ И УСТРАНЕНИЯ
Цель урока: сформировать понятие о внешних (наружных) дефектах, способах их предупреждения и устранения.
Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые можно обнаружить визуально при осмотре сварочного шва.
НАРУЖНЫЕ ДЕФЕКТЫ
К наружным дефектам относятся нарушения геометрических размеров (подрезы, наплывы), непровары и прожоги, незаваренные кратеры.
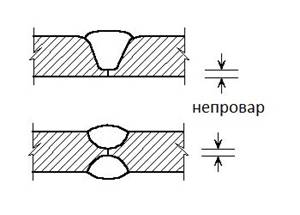
· Непровар
Основной причиной непроваров является недостаточный сварочный ток, так как он в большей степени влияет на проникновение в металл.
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики.
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
Непровары могут быть нескольких видов:
· - когда сварочный шов проникает не на всю толщину металла при односторонней сварке (см. верхнюю часть на рисунке)
· - при двусторонней сварке встык швы не стыкуются друг с другом, образуя несплавление между собой (см. нижнюю часть на рисунке)
· - при сварке в тавр сварочный шов не проникает вглубь, а лишь цепляется за свариваемые кромки
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
· Подрез
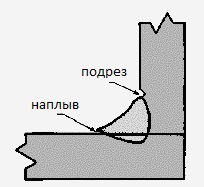
Подрезом называется дефект в виде канавки в основном металле по краям сварочного шва.
Это наиболее распространенный дефект при сварке тавровых или нахлесточных соединений, но может также возникнуть и при сварке стыковых соединений. Этот вид дефекта обычно вызван неправильно подобранными параметрами, особенно скоростью сварки и напряжением на дуге.
При угловой сварке (например при сварке длинных швов при сварке балок) подрезы часто возникают из за того, что сварочная дуга направлена больше на вертикальную поверхность.
Расплавленный металл стекает на нижнюю кромку и его не хватает для заполнения канавки.
При слишком высокой скорости сварки и повышенном напряжении, сварной шов образуется «горбатым». Из-за быстрого затвердевания сварочной ванны, в этом случае также образуются подрезы. Уменьшение скорости сварки постепенно сокращает размер подреза и в конечном итоге устраняет этот дефект.
На подрезы влияет также длина сварочной дуги. При слишком длинной сварочной дуге ширина шва увеличивается, тем самым увеличивая количество расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь сварочный шов, кромки быстро остывают, образуя подрезы. Уменьшение длины дуги не только избавляет от подрезов, но и увеличивает проплавление и устраняет такие дефекты, как непровар.
· Наплыв
Данный дефект появляется в результате натекания присадочного материала на основной металл без образования сплавления с ним. Обычно причиной этого дефекта является неправильно подобранные режимы сварки и окалина на свариваемой поверхности. Подбор правильного режима (соответствие сварочного тока со скоростью подачи присадочного материала, повышение напряжения на дуге) и предварительная очистка кромок устраняют появления наплывов.
· Прожог
Данный дефект – отверстие насквозь в сварочном шве. В основном причинами прожога являются большой ток, медленная скорость сварки или большой зазор между кромками сварного соединения. В результате происходит прожог металла и утечка сварочной ванны.
Понижение сварочного тока, увеличение скорости сварки и соответствующая подготовка геометрии кромок позволяют устранить прожоги. Прожоги являются очень частым дефектом при сварке алюминия, из его низкой температуры плавления и высокой теплопроводности.
· Кратер
Кратер появляется в конце сварочного шва в результате резкого обрыва дуги. Выглядит он в виде воронки в середине сварочного шва при его окончании. Современное сварочное оборудование имеет специальные программы для заварки кратера. Они позволяют проводить окончание сварки на пониженных токах, в результате чего кратер заваривается

Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Домашнее задание: зарисовать внешние дефекты сварных швов.
Отчет по домашней работе
(в виде фотографий или документов Microsoft Word)
прислать на электронный адрес:
larisanikolaevna.epgl@yandex.ru