ЛАБОРАТОРНАЯ РАБОТА №4
Тема: «Изучение оборудования для сварки пластмасс ультразвуком»
Цель работы: Научиться определять назначение узлов установок для сварки пластмасс ультразвуком.
Методическое обеспечение:
Методические указания к практической работе.
Конспект
Методические указания к практической работе:
Способ ультразвуковой сварки пластмасс заключается в следующем
(рис. 1). Электрические колебания ультразвуковой частоты (18 – 50 кГц), вырабатываемые генератором, преобразуются в механические продольные колебания магнитострикционного преобразователя 2, вводятся в свариваемый материал 5 с помощью продольно колеблющегося инструмента-волновода 4, расположенного перпендикулярно свариваемым поверхностям.
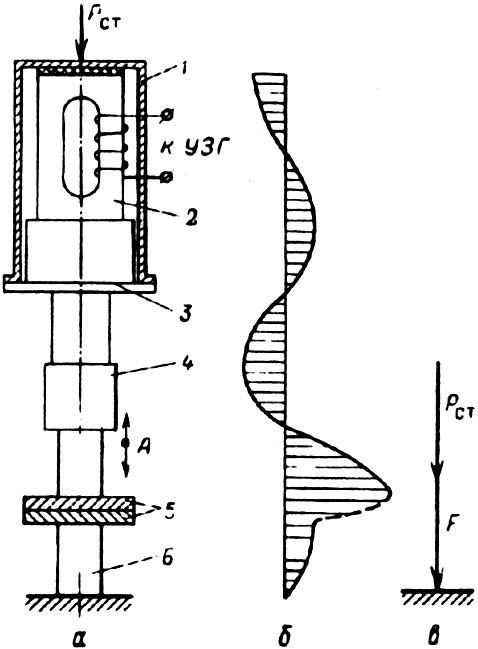
Рис. 1. Схема ультразвуковой сварки пластмасс
Часть энергии механических колебаний переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Создание тесного контакта свариваемых деталей, расположенных на опоре 6, обеспечивается статическим давлением Рс т
Динамическое усилие F, возникающее в результате воздействия колеблющегося волновода, приводит к нагреву свариваемого материала, а действие статического давления Р ст обеспечивает получение прочного сварного соединения.
Оборудование для сварки пластмасс ультразвуком
Сварочный узел, включающий в себя:
преобразователь энергии, который может быть магнитострикционным или пьезоэлектрическим
трансформатор упругих колебаний, являющийся согласующим акустическим элементом между волноводом и преобразователем
волновод инструмент, через рабочий торец которого ультразвук вводится в свариваемое изделие
механизм давления, обеспечивающий сжатие свариваемого материала между волноводом и опорой
вспомогательные устройства, обеспечивающие транспортирование материала
станину, предназначенную для размещения названных выше элементов и узлов;
блок управления, служащий для контроля и управления процессом сварки.
Преобразование электрических колебаний в механические при ультразвуковой сварке осуществляется магнитострикционным преобразователем и основано на магнитострикционном эффекте. Последний заключается в том, что при пропускании через обмотку стержня, выполненного из ферромагнитного материала, переменного тока высокой частоты происходит изменение размера стержня с частотой, равной частоте тока. Магнитострикционные преобразователи изготавливают из ферромагнитных материалов, никеля, пермендюра марок К49Ф5 и К65, альфера марок Ю14 и Ю12.
Усиление амплитуды колебаний достигается использованием сужающихся по определенному закону волноводов (рис. 2). Для сварки в основном применяются волноводы четырех типов: цилиндрические (ступенчатые), экспоненциальные, катеноидальные и конические волноводы с точечной, ножевой (прямоугольной), контурной излучающей поверхностью.
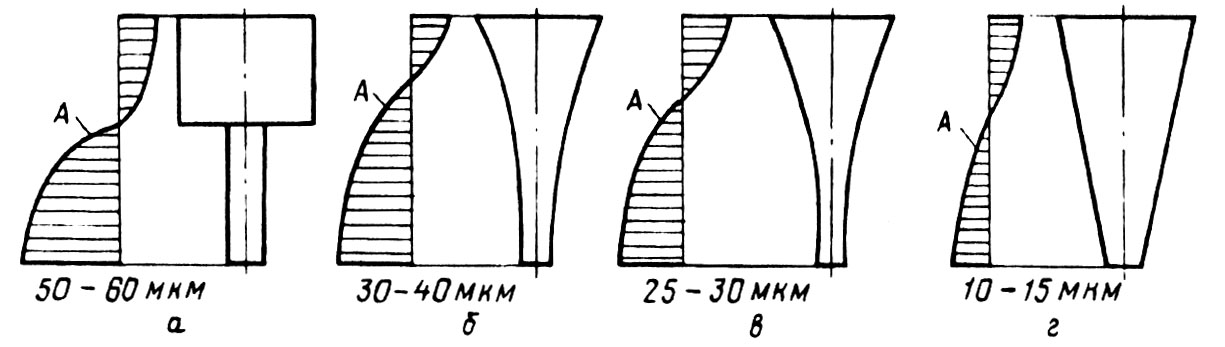
Рис. 2. Волноводы для ультразвуковых сварочных головок:
а – ступенчато-цилиндрический; б – экспоненциальный, в – катеноидальный;
г – конический
Контрольные вопросы:
1. Сущность способа ультразвуковой сварки.
2. Основные узлы ультразвуковой установки.
3. Назвать типы волноводов.
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Описание принципов преобразования ультразвуковых колебаний в механические.
4. Ответы на контрольные вопросы.
5. Выводы.