Раздел 1.Разборка, ремонт, сборка, регулировка, испытания сборочных единиц, узлов и механизмов оборудования, агрегатов и машин
Тема 1.1. Слесарная обработка, ремонт и сборка приспособлений, режущего и измерительного инструмента
Лекция 10. Притирка и доводка. Способы, инструменты притирки и доводки
Притиркой называют обработку поверхностей детали притиром – инструментом из мягких материалов с нанесенным на его поверхность мелкозернистым абразивным порошком или пастой, с помощью которых с обрабатываемой поверхности удаляют слой металла или пленки его окислов. Для этих операций на поверхности деталей оставляют припуски до 0,01–0,02 мм. Толщина слоя металла, снимаемого притиром за один проход, не превышает 0,002 мм. Притирку применяют для получения соединений точных геометрических форм с высокой чистотой поверхности (зубчатые колеса, клапаны, сальники, втулки, краны и др.). В качестве притирочных материалов используют пасты ГОИ, в состав которых входят окись хрома (74–81%), кремнезем, стеарин и др. К инструментам для притирки относятся диски, цилиндры, конусы, плиты, бруски, кольца, изготовленные по форме притираемых деталей. Притиры изготовляют из стекла, мягкого чугуна, мягкой стали, меди, латуни, свинца, древесины.
Притирка и доводка являются чистовыми отделочными операциями при обработке поверхностей. Точность, достигаемая при этих видах обработки, составляет 0,001–0,002 мм.
Притиркой получают соединения, непроницаемые для жидкостей и газов (краны, клапаны с гнездами, плунжеры с гильзами), доводкой чаще всего исправляют незначительные деформации, происшедшие при термической обработке.
Притирочные материалы
Абразивные материалы (абразивы) - это мелкозернистые кристаллические порошкообразные или массивные твёрдые тела, применяемые для механической обработки материалов.
Абразивы делятся, на природные и искусственные, и различаемые по твёрдости.
Твёрдые естественные абразивные материалы - это минералы, содержащие оксид алюминия (наждак) и оксид кремния (кварц, кремень, алмаз).
Твёрдые искусственные абразивы - получают в электропечах, имеют высокую твёрдость и однородность состава. К ним относятся: электрокорунды - нормальный (1А); белый (2А); хромистый (3А); монокорунд (4А); карбиды кремния (карбокорунд) зелёный (6С);чёрный (5С); карбид бора (КБ); кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС). Применяют при обработке чугуна, хрупких и труднообрабатываемых материалов.
Мягкие абразивные материалы - микро порошки М28, М20, М14, М10, М7, М5 и пасты ГОИ. Применяются для окончательных доводочных работ.
В качестве режущего материала для притирки используют абразивные порошки:
· шлифзерно с зернистостью от № 200 до № 16;
· шлифпорошки с зернистостью от № 12 до № 16;
· микропорошки или минутники с зернистостью от М40 до М5.
К порошкообразным абразивам, применяемым для притирки, относят электрокорунд, крокус (окись железа), венскую известь, окись хрома, наждак (окись алюминия), карборунд, алмазную пыль.
Алмазные пасты - природные и синтетические имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет: крупной зернистости (АП100, АП80, АП60) красного цвета; средней зернистости (АП40, АП28, АП20) зелёного цвета; мелкой зернистости (АП14, АП10, АП7) голубого цвета; тонкой зернистости (АП5, АП3 и АП1) жёлтого цвета.
Алмазные пасты применяют доля притирки и доводки изделий из твёрдых сплавов, сталей, стекла, рубина, керамики. По консистенции алмазные пасты делятся на твёрдые, мазеобразные и жидкие.
Следующий по твердости идет карборунд, далее корунд, наждак и крокус. Чаще всего для притирки применяют наждак. Толченым стеклом притирают детали из чугуна и бронзы.
Для обычных слесарных работ употребляют порошки № 12, 10, 8, 6, 5, 4, 3. Для притирки лекал, шаблонов, мерительных плиток применяют микропорошки. Их обозначают буквой М (микро) и цифрой, показывающей размер зерна в микронах.
Обработку абразивно-доводочными материалами начинают с крупных порошков, а для получения более гладкой поверхности ее заканчивают микропорошками.
Процесс притирки сухими порошками малопроизводителен, так как окисная пленка на притираемой поверхности образуется довольно медленно. Поэтому притирать следует абразивными порошками, смоченными какой-либо жидкостью, окисляющей поверхность металла. Небольшая добавка олеиновой кислоты или сульфофрезола увеличивает доводочный эффект в 1,5–2 раза.
Абразивный порошок, смешанный с окисляющей жидкостью и связывающим материалом, представляет собой притирочную пасту. Лучшими притирочными пастами являются пасты ГОИ (Государственный оптический институт), которые делят на грубые, средние и тонкие. Они выпускаются в виде кусков цилиндрической формы или пластин.
Притиры
Притиры, используемые для притирки поверхностей деталей, должны иметь форму, соответствующую конфигурации притираемой поверхности. Материал притиров должен быть мягче материала обрабатываемого изделия. Изготовляют их из чугуна, мягкой стали, красной меди, латуни, свинца, твердого дерева. Наиболее часто пользуются притирами из чугуна, красной меди и латуни. Свинец и дерево употребляют лишь для наведения блеска после того, как притиркой изделию приданы окончательные размеры.
Перед притиркой поверхности притиров покрывают абразивным порошком, зерна которого вдавливаются в поверхность притиров. Этот процесс называют шаржированием притира.
Шаржируют притиры двумя способами: до начала процесса притирки или непосредственно в процессе притирки. Шаржирование до начала притирки состоит в том, что на плоский притир насыпают очень тонкий и ровный слой абразивного порошка или пасты, а затем сильно вдавливают их стальным бруском или прикатающим роликом.
Для шаржирования цилиндрических притиров берут твердую стальную плиту, насыпают на нее тонкий ровный слой абразивного порошка (или наносят слой пасты) и по ней катают цилиндрический притир, прижимая его так, чтобы абразивный материал вдавливался в его поверхность. При этом следует обращать внимание на то, чтобы поверхность притира была равномерно покрыта абразивным материалом и последний был с одинаковой силой вдавлен в притир.
Для шаржирования притира в процессе притирки сначала притираемую поверхность изделия покрывают равномерным слоем абразивного порошка или пасты и затем начинают притирку. Во время притирки абразив вдавливается в притир. Этот способ дает меньшую точность по сравнению с предыдущим. Чем тверже абразивный порошок, тем тверже берут материал для притира. При выборе материала для притира необходимо иметь в виду следующее. Притиры, изготовленные из мягкого материала (медь, свинец), лучше всего удерживают крупные зерна абразива, а из твердого материала (чугун) – мелкие зерна. Поэтому для мягких притиров в качестве абразивов применяют наждак, корунд, карборунд, а для твердых притиров – крокус, окись хрома, пасты ГОИ.
Для притирки твердых материалов следует применять более твердые притиры, так как мягкие при этом быстро изнашиваются.
В качестве притиров, используемых с пастами ГОИ, могут служить оптическое стекло или зеркальное стекло толщиной 30–40 мм.
При предварительной притирке, когда снимают относительно большой слой металла, необходимо применять более твердые притиры.
Вновь шаржированным притиром работают до полного его затупления. Во время притирки добавлять на него абразивный материал не рекомендуется потому, что абразив, который не вдавлен в притир и находится в свободном состоянии между притиром и притираемой поверхностью, снижает точность операции.
В процессе работы необходимо следить за тем, чтобы поверхности притира не забивались, не покрывались грязью и имели правильную форму (рис. 1). Для равномерного износа притира работать надо всей его поверхностью. Восстанавливают изношенные притиры точным строганием, шабрением, обтачиванием и шлифованием.
Рис. 1. Притиры для обработки плоскостей: а – плита с канавками для грубой притирки; б – плита для чистовой притирки
Разрезной притир для глубоких цилиндрических отверстий (рис. 2, а) состоит из чугунной разрезной гильзы 6 с отверстием в центре. Это отверстие выполнено конусным, с расширением от середины к концам гильзы. В отверстие вставлены оправки 1 и 5, соединенные шпилькой 4.
В процессе притирания диаметр гильзы постепенно увеличивают за счет дальнейшего сближения оправок. Для этого отпускают гайки 2 и 3 и поворачивают оправку 1 относительно оправки 2 на угол, увеличивающий диаметр разрезной оправки на 0,05 мм.
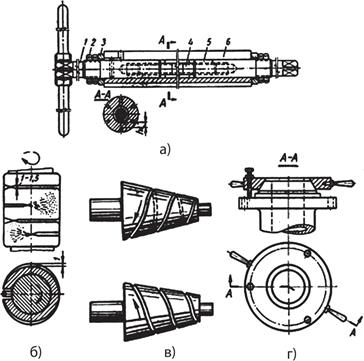
Рис. 2. Притиры для обработки отверстий:а – разрезной для глубоких цилиндрических отверстий; б – цилиндрический с канавками для равномерного распределения притирочной пасты по длине; в – для конических отверстий; г – для конических поверхностей фланцев
Притир можно устанавливать на вертикально-сверлильном или радиально-сверлильном станке. В этом случае оправку 1 шарнирно соединяют со шпинделем станка. Длину гильзы делают на 20–30% больше глубины притираемого отверстия, а толщину перемычки h выполняют различной, в зависимости от диаметра притираемого отверстия
На рабочей поверхности цилиндрических притиров часто делают спиральные канавки. Особенно удобны притиры с эксцентричными канавками (рис. 2, б). Выходы этих канавок распределены равномерно, поэтому паста, выжимаясь при работе из канавок, равномерно распределяется по всей длине обрабатываемого отверстия.
Конические отверстия притирают притирами, приведенными на рис. 2, в.
Притир для конических поверхностей фланцев (рис. 2, г) имеет три упорно-регулировочных болта. Эти болты устанавливают при помощи щупа с зазором между торцом болта и поверхностью фланца = 0,1 мм. Притирают деталь поворотом притира за рукоятки вправо-влево. Болты не позволяют притиру перекашиваться. Когда болты начнут касаться фланца, их вывинчивают и снова устанавливают по щупу с зазором 0,1 мм и т.д. до окончания притирки.
Способы и приемы притирки
Притирка (доводка) плоских поверхностей. Эту операцию обычно выполняют с применением минерального масла, технического сала, керосина, бензина. Притирать или доводить всухую не рекомендуется, так как абразивный порошок при этом распределяется неравномерно и, кроме того, детали нагреваются и может произойти их коробление.
Различные притиры требуют различной смазки. Для притиров из чугуна в качестве смазки берут керосин или бензин, из мягкой стали – машинное масло, из меди – машинное масло, спирт и содовую воду. Стальные детали притирают с применением машинного масла и технического сала, бронзовыесала, чугунные-керосина. При особо высоких требованиях к качеству стальной поверхности применяют венскую известь, разведенную в спирте, или крокус в вазелине. Алюминий притирают трепелом, разведенным в толуоле со стеариновой кислотой или в деревянном масле.
Плоские несопрягаемые поверхности чаще всего притирают вручную на неподвижных притирочных плитах.
Притирочные плиты для предварительной притирки снабжают продольными и поперечными канавками (рис. 1, а). Эти канавки выполняют шириной и глубиной 1–2 мм на расстоянии 15–20 мм друг друга. Канавки предназначены для сбора снимаемой стружки металла и выпадающих из поверхности плиты зерен абразива. Плиты для окончательной притирки канавок не имеют. Притирка на плитах дает очень точные результаты, поэтому на них притирают детали, требующие особо высокой точности, в частности, лекальные линейки, шаблоны, калибры, плитки.
Для притирки деталей плиту шаржируют абразивом или наносят на нее тонким равномерным слоем смешанный с маслом абразивный порошок.
Поверхность под притирку тщательно готовят. Лучшие результаты дает предварительное шлифование. Припуск на притирку оставляют не более 0,02 мм (большие припуски увеличивают трудоемкость).
Обрабатываемое изделие кладут притираемой поверхностью на плиту и с легким нажимом перемещают его круговыми в сочетаниями с прямолинейными движениями по всей поверхности плиты. При этом выступающие острые ребра частиц абразива, находящиеся на притире, срезают с изделия очень тонкий слой металла. Нажим на изделие должен быть равномерным и несильным. Необходимо следить, чтобы не было сильного нагрева детали. Если деталь нагрелась, то притирку приостанавливают и дают изделию остыть.
Узкие поверхности и тонкие изделия (шаблоны, угольники, линейки) притирают при помощи металлического бруска, который прижимают к детали сбоку и вместе с ней перемещают по притиру. Такие бруски служат направляющими, без них трудно удержать изделие в вертикальном положении.
Притирку со сменой слоя абразивной массы повторяют несколько раз, пока обрабатываемая поверхность не достигнет необходимого качества.
Окончательную притирку для придания поверхности блеска производят на одном масле с прибавлением остатков абразивного порошка от предварительной притирки.
Для притирки плоских поверхностей, кроме плит, применяют различные приспособления.
Например, ряд плоских изделий притирают при помощи медных и чугунных вращающихся дисков. На плоскости диска имеются радиальные канавки, расположенные на расстоянии 30– 50 мм одна от другой. Для притирки на вращающихся дисках существуют специальные станки. Иногда диск закрепляют на
шпинделе шлифовального станка. Притирка при помощи вращающегося диска менее точна, чем притирка на плите. Поэтому чаще применяют ее лишь для предварительной обработки. Весьма высокую точность дает притирка на стеклянных плитах, которые применяют для окончательной доводки калибров, плиток и т.п. В этом случае часто притирку ведут на одном масле, а порошком служат остатки порошковой пыли на плоскостях изделия от предварительной притирки или паста ГОИ. Механизированную притирку с успехом применяют при ремонте направляющих станины вместо окончательного шабрения (чаще всего при ремонте продольно-строгальных станков). На предварительно пришабренные направляющие наносят слой пасты ГОИ (грубой), накладывают стол станка, являющийся в данном случае притиром, и приводят его в движение от редуктора станка. Через 8–10 двойных ходов изношенную пасту удаляют и направляющие промывают керосином. По мере притирки на направляющих появляются матовые пятна, характеризующие снятие металла в этих местах. К концу притирки (через 5–7 ч) поверхность направляющих станины получает на 90% матовый оттенок с проблесками редких светящихся пятен. На этом притирку заканчивают, тщательно промывают и разбивают пятна шабером, что предохраняет направляющие от задиров при работе станка.
Притирка конических и цилиндрических поверхностей. Внутренние конические поверхности притирают притирамипробками (рис. 2, б), наружные – коническими кольцами (рис. 3), детали кранов и клапанов – сопрягающимися поверхностями без применения специального притира.
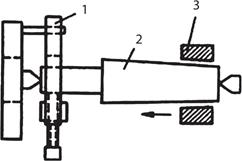
Рис. 3. Притирка кольца к конусу на токарном станке: 1 – хомутик; 2 – пробка; 3 – кольцо
Притираемые поверхности предварительно протачивают на станке с возможно большей точностью: следы резца должны быть почти незаметными. Перед притиркой проверяют, равен ли конус гнезда конусу пробки. Для этого мелом на пробке делают три долевые черты, вставляют пробку в гнездо до отказа и поворачивают ее 2–3 раза. Если конус пробки соответствует кольцу, то с соприкасающихся поверхностей полоски мела стираются начисто. Если для притирки используют притиры, то каждую из сопрягающихся деталей проверяют также по притиру.
Коническую поверхность при помощи притира притирают следующим образом. На притир (рис. 2, б) наносят ровным слоем смазку с разведенным в ней абразивным порошком (или пасту ГОИ), вводят притир в отверстие и сообщают ему вращение вокруг оси вручную воротком или коловоротом. После 10-12 движений вынимают (снимают) притир, насухо вытирают его и притираемую поверхность, после чего повторяют операцию притирки до тех пор, пока вся обрабатываемая поверхность будет иметь матовый или глянцевый цвет.
Для притирки кольца к пробке на токарном станке (рис. 3) пробку 2 ставят в центр и на нее надевают кольцо 3 (пробка при вращении не должна иметь биения). Затем на вращающуюся пробку, смазанную маслом и посыпанную абразивным порошком, надвигают кольцо, не давая последнему вращаться. Периодически кольцо отводят назад и снова надвигают на пробку до отказа. Нажимать очень сильно при этом нельзя, нужно только придерживать кольцо на вращающейся пробке так, чтобы она сидела плотно. Через 2–3 мин на поверхности пробки становится видна матовая полоска, которая постепенно увеличивается. Когда ее ширина становится равной толщине кольца, притирку заканчивают.
Для притирки пробки крана к коническому гнезду первую смазывают маслом и посыпают толченым стеклом или смазывают средней пастой ГОИ. Затем пробку вставляют в гнездо и вращают ее то в одну, то в другую сторону, следя за тем, чтобы притирание происходило по всей поверхности пробки и всей поверхности отверстия. При повертывании вправо на пробку слегка давят, а при повороте влево ее приподнимают кверху. Чтобы притиралась вся поверхность одинаково, повороты вправо делают несколько большими, чем повороты влево, при этом пробка постепенно поворачивается в гнезде. В процессе работы поверхность пробки посыпают толченым стеклом или смазывают пастой ГОИ. Стекло толкут в ступке до получения стеклянного порошка
в виде муки, после чего просеивают через мелкое сито. Годным порошок считают тогда, когда в нем нет твердых частиц. При попадании в процессе работы между притирающимися плоскостями твердых частиц во избежание задира работу немедленно приостанавливают, вынимают пробку и очищают ее от порошка.
Техника притирки
Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. Излишнее количество абразивного порошка или смазки препятствует соприкосновению притираемых поверхностей, в связи с чем производительность и качество притирки снижаются.
При окончательной притирке повышение производительности и качества притирки достигается путем покрытия притира тонким слоем абразивного порошка с тончайшим слоем стеарина, разведенного в бензине.
При притирке необходимо учитывать усилие давления на притир. При повышении давления между притиром и деталью увеличивается скорость доводки, но только до известных пределов. При очень большом давлении зерна абразивов раздавливаются, поверхность детали получается с задирами и иногда приходит в негодность. Обычно давление при притирке для различных случаев составляет 1,5—4 кГ/см 2. При окончательной притирке давление на притир надо уменьшить.
Притирка плоских поверхностей. Притирка плоских поверхностей обычно производится на неподвижных чугунных притирочных плитах. Форма и размеры плит выбираются в зависимости от величины и формы притираемых деталей. На поверхность притирочной плиты наносят шлифующий порошок. Операция притирки обычно подразделяется на предварительную притирку (черновую) и окончательную (чистовую).
Изделие или притир передвигают круговыми движениями. Притирку ведут до тех пор, пока притираемая поверхность не будет иметь матовый цвет или зеркальный вид. Для получения блестящей поверхности притирку заканчивают на притире из твердого дерева, покрытом разведенной в спирте венской известью.
Притирка на плитах дает очень высокие результаты. Поэтому на них притираются детали, требующие высокой точности обработки (шаблоны, калибры, плитки и т. п.).
Чтобы плита изнашивалась равномерно, притираемую деталь перемещают по всей ее поверхности (рис.4). Во избежание коробления при притирке необходимо следить, чтобы обрабатываемая деталь сильно не нагревалась. Если деталь нагрелась, притирку следует прекратить, дать детали остынуть и после этого продолжить обработку. Для быстрого охлаждения деталь кладут на чистую массивную металлическую плиту.
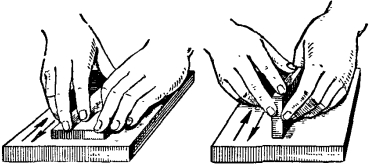
Рис. 4. Притирка плоских поверхностей
Абразивный порошок (или паста) срабатывается после 8—10 круговых движений по одному и тому же месту, после чего его удаляют с плиты чистой тряпкой и заменяют новым.
Предварительную притирку ведут на плите с канавками. Окончательную притирку выполняют на гладкой плите, на одном масле, используя лишь остатки порошка, сохранившегося на детали от предыдущей операции.
Притирка тонких и узких деталей (например, шаблонов, угольников, линеек) ведется с помощью чугунных или стальных направляющих брусков (кубиков) и призм. К бруску или призме прикладывают притираемую деталь и вместе перемещают по притирочной плите (рис. 5, а).
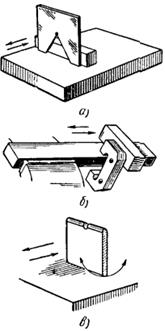
Рис. 5. Притирка при помощи бруска:
а — тонких деталей, б — скоб пакетом, в — детали со сферическим ребром
Одновременную обработку нескольких деталей, соединенных при помощи заклепок в пакет, выполняют при помощи бруска, к которому прижимают пакет при перемещении по притирочной плите (рис.5 б). В этом случае обеспечивается высокая производительность и отпадает необходимость в дополнительных приспособлениях.
Притирка детали со сферическим ребром показана на рис. 5, в.
Притирка угольников. Для притирки широких плоскостей угольник (рис. 6, а) закрепляют на деревянном бруске мелкими гвоздями, затем вместе с деревянным бруском перемещают по плите.
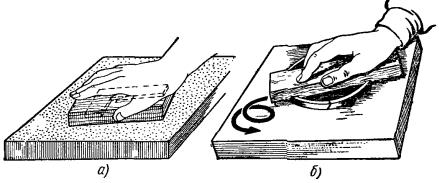
Рис.6. Приемы притирки: а — угольника, б — поршневого кольца
Притирка поршневого кольца. На кольцо прорезями (6, б) обычным способом.
Приемы притирки внутренних поверхностей различных деталей приведены на рис. 7.
Притирка конических поверхностей. Притирку конических поверхностей приходится выполнять при ремонте кранов, клапанов, гнезд под клапаны и т. п.
Притирку внутренних конических поверхностей выполняют при помощи конического притира-пробки (рис. 8). Он имеет винтовые канавки для удержания абразивно-притирочного материала. На квадратный хвостовик надевается вороток для вращения притира-пробки.
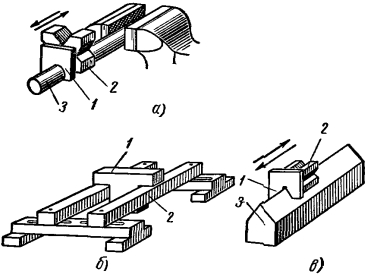
Рис. 7. Притирка внутренних поверхностей: а — шаблона с полукруглой выемкой, б — шаблона-высотомера, в — углового шаблона; 1 — шаблон, 2 — направляющая призма (брусок), 3 — притир
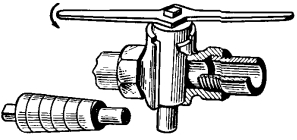
Рис. 8. Притирка внутренних конических поверхностей
На притир-пробку наносят ровным слоем абразивно-притирочный материал, затем вводят его в притираемое отверстие и при помощи воротка делают неполные обороты то в одну, то в другую сторону и затем делают почти полный оборот.
После 15—18 оборотов притир вынимают, насухо протирают тряпкой, наносят на него абразивно-притирочный материал и снова вводят в притираемое отверстие, продолжая притирку до тех пор, пока обрабатываемая поверхность не станет матовой.
Подобным образом притирают наружные конические поверхности, используя для этой цели специальные притиры в виде колец с коническим отверстием, соответствующим притираемому конусу. Арматура, пробки, фланцы, клапаны, а также краны специальных притиров не требуют. После изготовления их соприкасающиеся рабочие поверхности взаимно притираются друг к другу (клапан с гнездом, пробка с краном и т. д.).
Арматуру (например, краны) рекомендуется притирать следующим образом. Сопрягаемые поверхности корпуса крана и пробки протачивают на станке так, чтобы следы резца почти не были заметны. Перед притиркой проверяют, соответствует ли конус корпуса крана конусу пробки. Для этой цели на пробке делают 2—3 долевые черты мелом или цветным карандашом. Вставляют пробку в корпус крана и поворачивают ее 2—3 раза, Затем вынимают пробку. Если конус пробки соответствует конусу корпуса крана, то с сопрягающихся поверхностей нанесенные полоски будут стерты равномерно; в местах, где полосы останутся, имеется зазор между корпусом и пробкой. Этот зазор не должен быть более 0,05 мм; если он больше, то перед притиркой требуется дополнительная обработка.
При ручной притирке обычно корпус крана закрепляют в тисках. Чтобы не повредить корпус, между губками тисков и корпусом крана ставят прокладки. Притирку ведут так же, как было описано выше. Качество притирки проверяют мелом или цветным карандашом.
Во избежание брака необходимо следить, чтобы в притирочный порошок не попали крупные зерна, которые оставляют на притираемых поверхностях царапины.
Притирку конических поверхностей можно выполнять, применяя коловорот или ручную дрель (рис. 9). На рисунке показана также правильно и неправильно выполненная притирка клапана.
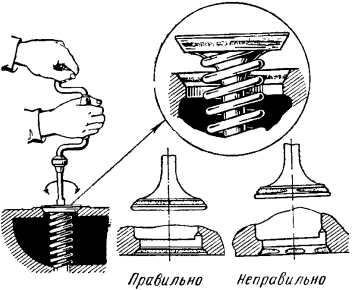
Рис. 9. Притирка клапана к седлу при помощи коловорота
Притирка резьбовых деталей. Наружную резьбу притирают резьбовыми кольцами, а внутреннюю — цельными резьбовыми оправками (если отверстие малого диаметра), изготовляемыми из серого чугуна. Резьбу больших диаметров притирают сменными регулируемыми кольцами, устанавливаемыми на разжимной стальной оправке.
Притирка деталей из твердых сплавов. Высокая твердость сплавов не позволяет вести притирку их обычными абразивами. В качестве абразивов для притирки твердых сплавов применяют алмаз, карбид бора, карбид кремния и некоторые другие материалы; лучшим из них является алмаз, который обеспечивает высокое качество отделки поверхности.
Исходным материалом для мелких алмазных порошков является измельченная и просеянная алмазная крошка.
Алмазной пылью посыпают либо притир, либо ролик. Шаржирование металлического диска осуществляют путем вдавливания в него алмазной пыли. При этом следят за тем, чтобы ролик легко и свободно вращался, иначе вместо шаржирования притира он будет шлифоваться последним. При первом шаржировании притира алмазной пыли берут в два раза больше, чем в последующие. Алмаз вследствие его дефицитности рекомендуется применять только в тех случаях, когда требуется весьма высокая производительность или при выполнении высококачественных отделочных работ.
Более производительной, а также менее утомительной для рабочего является притирка на притирочных станках. Наряду со специальными станками для механизированной притирки могут быть соответствующим образом приспособлены и металлорежущие станки — сверлильные, строгальные и др.
Притирочный станок (рис. 10) имеет два чугунных диска: верхний 2 и нижний 4, которые притерты друг к другу. Обрабатываемые детали устанавливают в гнезда обоймы 3. Диски получают вращение в противоположных направлениях от электродвигателя.
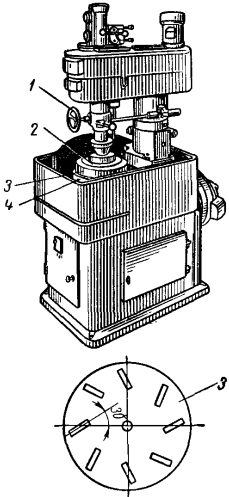
Рис.10. Притирочный станок
Верхний диск шарнирно укреплен на шпинделе, что позволяет ему самоустанавливаться относительно притираемых деталей. К нижнему диску притираемые детали прижимаются верхним диском. Верхний диск при помощи штурвала 1 поднимается и опускается при установке и снятии притираемых деталей на обоймы.
Контроль притирки. Качество притираемых поверхностей проверяют на краску. На хорошо притертых поверхностях краска равномерно ложится по всей поверхности. Плоскостность при притирке проверяют лекальной линейкой с точностью 0,001 мм.
Параллельность плоскостей проверяют микрометром, индикатором или другим рычажно-механическим прибором.
Заданный профиль поверхности проверяют шаблонами, лекалами по методу световой щели.
Углы проверяют угольниками, угломерами, угловыми плитками, шаблонами.
При измерении следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при температуре 20° С. Поэтому перед измерением контролируемую поверхность охлаждают до указанной температуры.
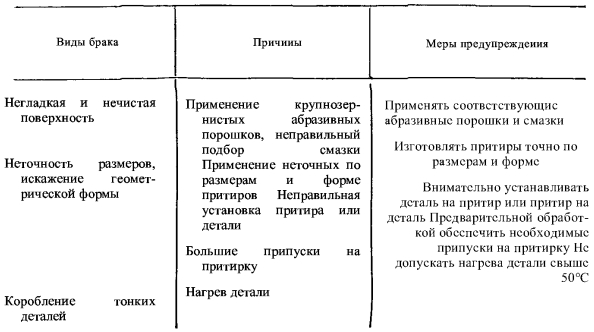
Брак при притирке. Наиболее распространенные виды брака, его причины и меры предупреждения приведены в табл. 1.
Таблица 1 - Виды, причины и меры предупреждения брака при притирке
В процессе выполнения притирочных работ необходимо обрабатываемую поверхность очищать не рукой, а тряпкой (ветошью); пользоваться защитными устройствами для отсасывания абразивной пыли; осторожно обращаться с пастами, так как они содержат кислоты.