Раздел 1.Разборка, ремонт, сборка, регулировка, испытания сборочных единиц, узлов и механизмов оборудования, агрегатов и машин
Тема 1.1. Слесарная обработка, ремонт и сборка приспособлений, режущего и измерительного инструмента
Лекция 11. Пригоночные операции
Распиливание — операция по обработке напильником отверстия или проема для создания заданных размеров и формы после того, как они были предварительно получены сверлением по контуру с последующим прорубанием перемычек между отверстиями, выпиливанием ручной ножовкой, штамповкой или другими способами.
В зависимости от формы контура, подлежащего распиливанию, выбирают форму инструмента (напильника или надфиля), а также соответствующие приспособления и контрольно-измерительные инструменты. Особенность распиливания по сравнению с опиливанием состоит в том, что качество обработки (размеров и формы) наряду с применением универсальных контрольно-измерительных инструментов контролируется специальными поверочными инструментами — шаблонами и выработками.
Припасовка – слесарная операция, заключающая во взаимной пригонке способами опиливания двух сопряженных деталей. Припасовываемые контуры деталей подразделяют на замкнутые (отверстия) и незамкнутые (проемы). Одна из припасовываемых деталей, имеющая отверстие или проем, называется проймой, а деталь, входящая в пройму, — вкладышем.
Распиливание и припасовка — весьма трудоемкие слесарные операции, поэтому при их выполнении для обеспечения высокого качества обработки необходимо придерживаться ряда правил.
Основные правила при распиливании сводятся к следующему.
1. Способ предварительной обработки отверстия или проема выбирают в зависимости от толщины заготовки:
|
|
- менее 5 мм — вырубание или выпиливание слесарной ножовкой по контуру;
- более 5 мм — сверление по контуру с последующим вырубанием перемычек или рассверливание.
2. При предварительной обработке отверстий и проемов необходимо сохранять разметочные риски и оставлять припуск на последующую обработку.
3. Обработку отверстий и проемов следует начинать с прямолинейных участков поверхностей и только после этого переходить к обработке сопрягаемых с ними криволинейных участков.
4. В процессе обработки необходимо производить периодический контроль с использованием шаблонов, вкладышей и выработок.
5. Углы проемов и отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля поперечного сечения (применяют напильники с насечками № 3 или 4) или надфилями, проверяя качество обработки выработками.
6. Окончательную обработку следует выполнять продольным штрихом.
7. Работу следует считать завершенной, когда контрольный шаблон или вкладыш полностью входит в отверстие или проем, а просвет (зазор) между шаблоном (вкладышем) и сторонами отверстия или проема равномерный.
Основные правила при припасовке, которые требуют обязательного выполнения, следующие.
1. Обработать заготовку с наружными контурами (вкладыш).
2. Разметить и пригнать пройму по вкладышу.
3. Убедиться, что просвет в паре пройма—вкладыш равномерный.
4. Симметричные пройма и вкладыш должны сопрягаться без усилия, с равномерным зазором при кантовании на 180°.
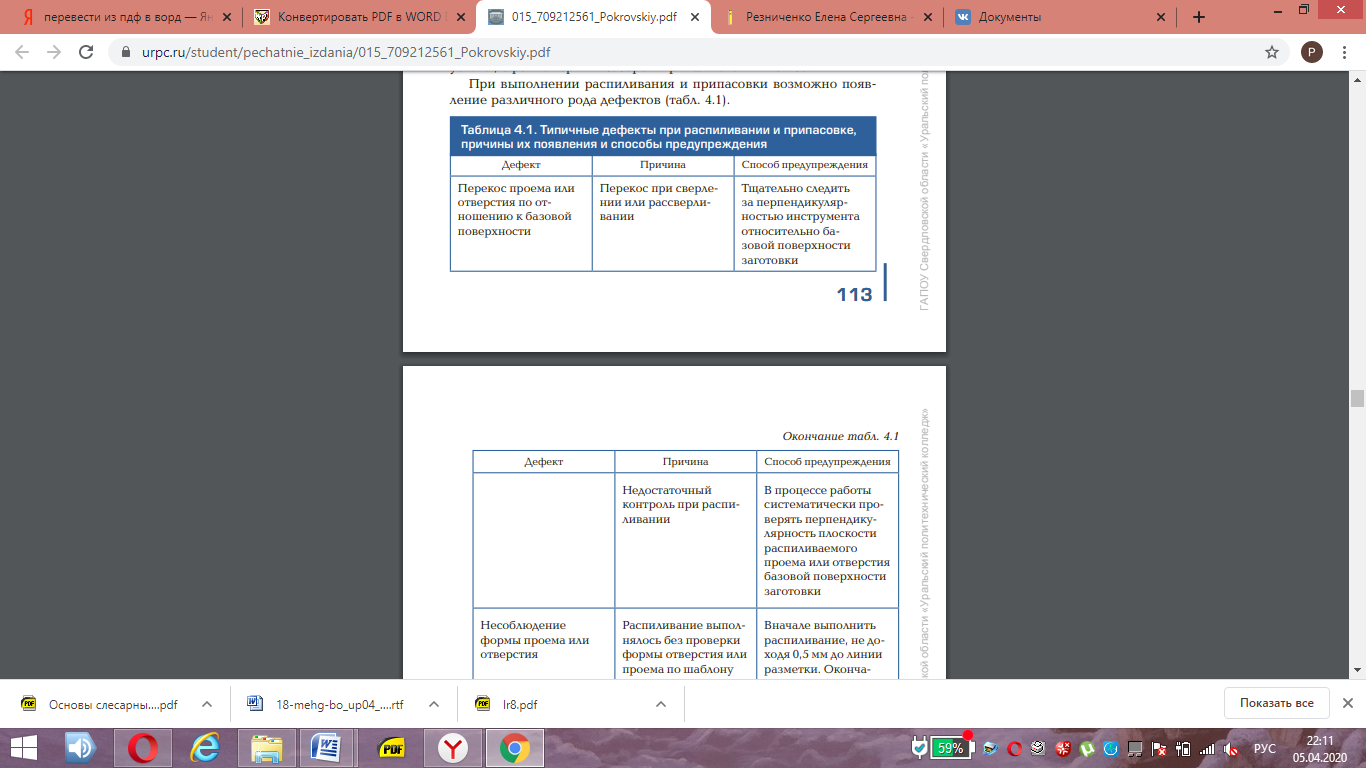
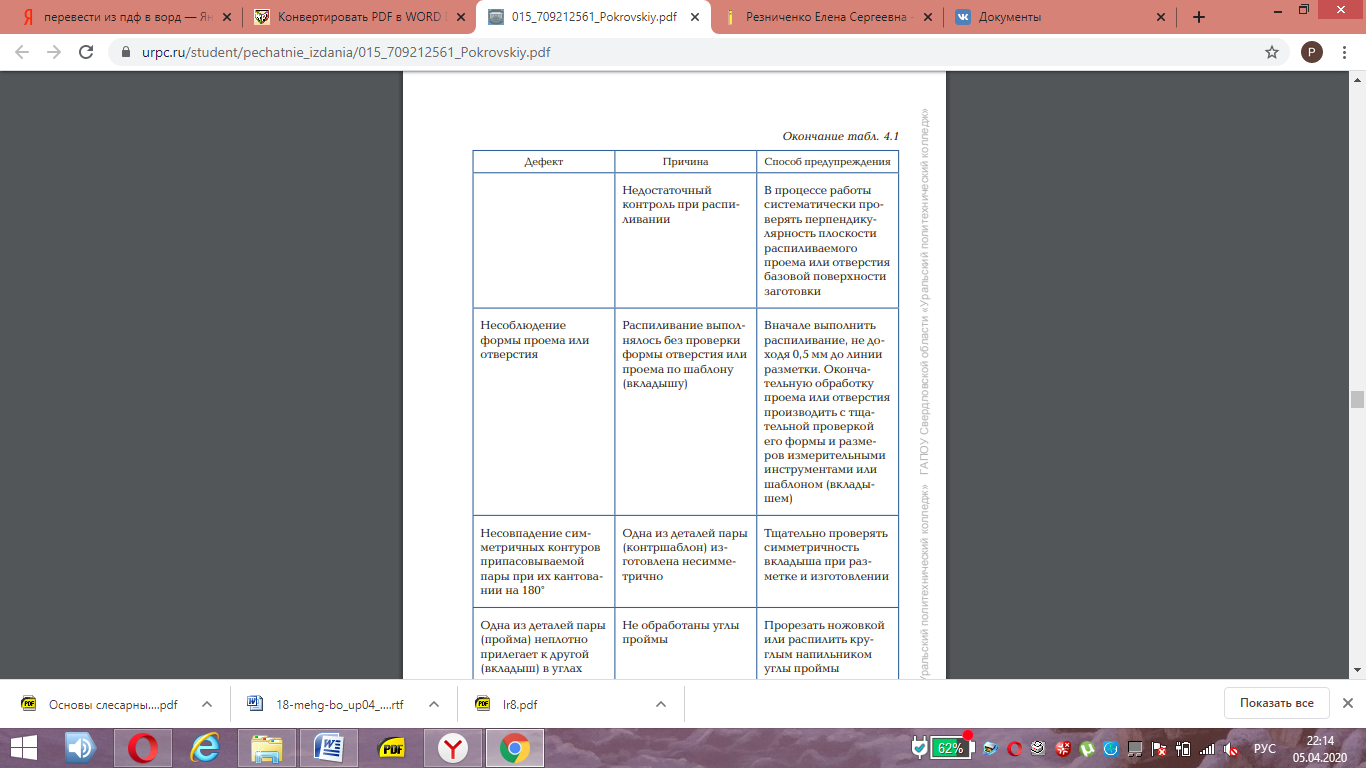
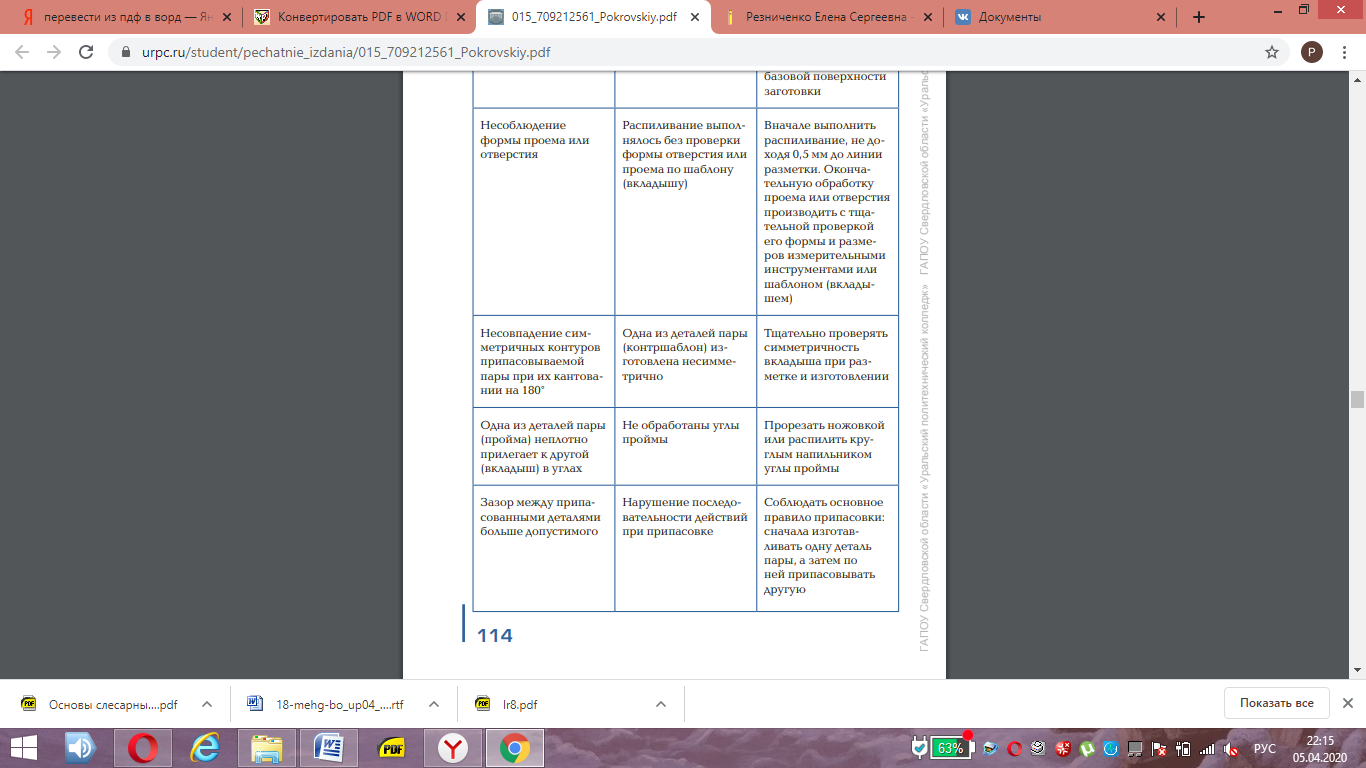
Таблица 1 – типичные дефекты при проведении операций распиливания и припасовке