Расчетная часть
Исходные данные для расчетов:
- номинальная емкость печи, работающей на твердой завалке, GЖ=300 т;
- масса шлака – 6% от емкости печи;
- угар металлической завалки – 5%(КУГ);
- температура плавления металла 15100С, температура нагрева металла и шлака 15600С;
- выплавляются низкоуглеродистые стали;
- температура загружаемого в печь скрапа tо=100С.
Определение полезной энергии для нагрева и расплавления металла и шлака
С учетом угара масса загружаемого в печь скрапа должна составлять
GМ=GЖ×(1+КУГ/100%), (1)
где GЖ – требуемое количество жидкого металла в конце расплавления, т
Куг – доля угара металла;
GМ=300×(1+5/100)=315 т
Энергия, необходимая для нагрева и расплавления скрапа
W1=GM×CM×tПЛ+GЖ×λM, (2)
где СМ – средняя удельная теплоемкость металла, при его температуре плавления, СМ=0,187 Вт×ч/кг×0С
λM – скрытая теплота плавления металла, λM=79 Вт×ч/кг
W1=315×0,187×1510+300×79=112646 кВт×ч
Энергия, необходимая для перегрева расплавленного металла
W2=GЖ×CЖ×(tПЕР-tПЛ), (3)
где СЖ – удельная теплоемкость жидкого металла, СЖ=0,232 Вт×ч/кг×0С
tПЕР – температура перегрева металла и шлака, 0С
W2=300×0,232×(1560-1510)=3480 кВт×ч
Количество шлака в период расплавления
GШ=0,06×GЖ (4)
GШ=0,06×300=18 т
Энергия необходимая для нагрева, расплавления и перегрева шлака
W3=GШ×(СШЛ×tПЕР+ λШЛ), (5)
где СШЛ –удельная теплоемкость шлака, СШЛ=0,34 Вт×ч/кг×0С
λШЛ – скрытая теплота плавления шлака, λШЛ=58 Вт×ч/кг
W3=18×(0,34×1560+58)=10591 кВт×ч
Суммарная полезная энергия периода расплавления
WПОЛЕЗН=W1+W2+W3 (6)
WПОЛЕЗН=112646+3480+10591=126717 кВт×ч
Удельная полезная энергия:
- на 1 тонну металлической завалки (скрапа)
ω0’=WПОЛЕЗН/GM (7)
ω0’=126717/315=402 кВт×ч/т
- на 1 тонну жидкого металла
ω0’’=WПОЛЕЗН/GЖ (8)
ω0’’=126717/300=422,39 кВт×ч/т
Определение размеров печной камеры дуговой сталеплавильной печи
Наиболее распространенным типом ванны трехфазной дуговой сталеплавильной печи является сферическая ванна с углом между образующей и осью конуса, равным 450(см. эскиз).
Для такой ванны диаметр зеркала жидкого металла, мм, определяется из соотношения
Д=2000×С×  , (9)
, (9)
где V – объем жидкого металла, м3;
С – коэффициент зависящий от отношения диаметра зеркала металла Д к глубине ванны по металлу Н.
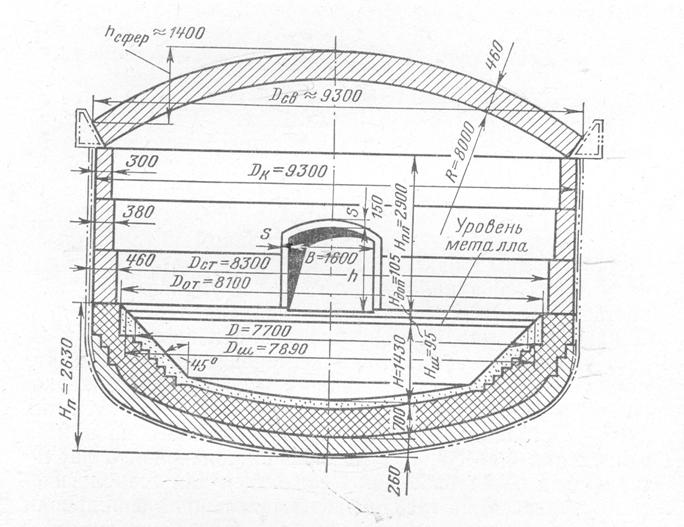
Рисунок 1 – Дуговая сталеплавильная печь
В диапазоне практически возможных значений а=4-7 коэффициент С принимает следующие значения:
Таблица 1
| а=Д/Н | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 |
| С | 1,043 | 1,064 | 1,085 | 1,106 | 1,127 | 1,149 | 1,169 |
Определяем объем жидкого металла в количестве, равном номинальной емкости печи
V=u×GЖ (10)
V=0,145×300=43,5 м3,
где u - удельный объем жидкой стали, принимаемый 0,145 м3/т.
Для сфероконической ванны примем отношение диаметра зеркала металла к глубине ванны металла (из таблицы 1):
а=Д/Н (11)
от (4-7) для 300 т печи а=5,25.
Тогда:
С=0,875+0,042×а (12)
С=0,875+0,042×5,25=1,096
Диаметр зеркала жидкого металла
Д=2000×С×
Д=2000×1,096×  =2192×3,51=7710 мм
=2192×3,51=7710 мм
Глубина ванны по жидкому металлу
Н=Д/а (13)
Н=7710/5,25=1470 мм
Расчетный объем шлака принимаем равным от 10 до 15% от объема жидкого металла
VШЛ=0,15×V (14)
VШЛ=0,15×43,5=6,52 м3
Высота сферического сегмента НС принимается равной 20% от общей глубины жидкого металла Н
Нс=0,2×Н (15)
Нс=0,2×1470=294 мм
Высота слоя шлака
 (16)
(16)
где Д – диаметр зеркала жидкого металла, м(!);
 ,
,
Диаметр зеркала шлака
ДШЛ=Д+2×НШЛ (17)
ДШЛ=7710+2×140=7990 мм
Диаметр ванны на уровне порога рабочего окна выбираем с таким расчетом, чтобы уровень порога был на 40 мм выше уровня зеркала шлака
ДП=ДШЛ+2×40 (18)
ДП=7990+80=8070 мм
Уровень откосов рекомендуется принимать на 50-100 мм выше уровня шлака во избежание усиленного размывания шлаком основания футеровки стены. Принимаем диаметр ванны на уровне откосов ровным.
ДОТ=ДП+2×60 (19)
ДОТ=8070+120=8190 мм
Внутренний диаметр футеровки стены ДСТ принимаем на 200 мм больше диаметра ванны на уровне откосов, чтобы защитить основание стены от разрушения при размывании откосов шлаком, а также несколько отдалить от источников высокотемпературного излучения – электрических дуг.
ДСТ=ДОТ+200 (20)
ДСТ=8190+200=8390 мм
Высоту плавильного пространства от уровня откосов до верха до верха стены лучше принимать по данным практики:
- для печей емкостью 0,5-6 т. НПЛ=(0,5-0,45) × ДОТ;
- для печей емкостью 12-50 т. НПЛ=(0,45-0,4) × ДОТ;
- для печей емкостью 100-200 т. НПЛ=(0,38-0,34) × ДОТ;
Принимаем:
НПЛ=0,36×ДОТ (21)
НПЛ=0,36×8190=2950 мм
Диаметр свода ДСВ несколько больше диаметра цилиндрической части стен и равен:
- для печей средней и малой емкости (1,2-1,3) × ДСТ;
- для печей емкостью 100т (1,1-1,15) × ДСТ
Принимаем:
ДСВ=1,1×ДСТ (22)
ДСВ=1,1×8390=9230 мм
Стрела выпуклости свода hСВ составляет для основного слоя от ДСВ/7 до ДСВ/8.
Принимаем:
hСВ=ДСВ/7 (23)
hСВ=9230/7=1300 мм=1,3м;
Радиусы сфер свода и днища принимаем по данным эксплуатации отечественных дуговых сталеплавильных печей равным: (смотри л.8,табл.2)
RСВ=8880 мм;
RДН=11164 мм.
2.4 Выбор футеровки печи и диаметра кожуха (по л.8, табл.2)
Толщину футеровки стены на уровне откосов принимаем равной 500 мм из расчета выкладки основания стены магнезитовым огнеупором толщиной 460 мм с засыпкой 40 мм, зазора между кирпичной кладкой и кожухом печи. Тогда внутренний диаметр кожуха равен
ДК=ДСТ+2×500 (24)
ДК=8390+1000=9390 мм
При цилиндрическом кожухе вертикальные стены выполняются уступами из магнезитохромитового огнеупора, с постепенным уменьшением толщины стены от основания до верха. Исходя из стандартных размеров длины огнеупоров (300, 380, 460 мм) принимаем три размера толщины стены, с учетом засыпки(40мм):500мм, 420мм = 0,42м, 340мм. /л.8, табл.2/
Засыпка выполняет роль демпферного слоя, компенсирующего тепловое расширение кирпичной кладки стены. С точки зрения теплоизоляции роль засыпки незначительна. Чем выше теплопроводность засыпки, тем легче условия работы огнеупорной кладки. Ввиду этого в качестве материала засыпки используют крошку из отходов магнезитовой кладки и можно использовать отходы графитизированных электродов.
Свод печи тоже выполняется из магнезитохромитового огнеупора толщиной S св =460 мм =0,46м / л.8, табл.2/, без дополнительной тепловой изоляции.
2.4.1 Футеровка подины /по л.8, табл.2/
Теплоизоляционное основание выполнено из легковесного шамота суммарной толщиной 260 мм. Огнеупорная кладка из магнезитового кирпича суммарной толщиной 575 мм, и магнезитовой набивки толщиной 125 мм. Суммарная толщина подины S ст =960 мм=0,96м.
Размеры рабочего окна
Размеры рабочего окна необходимо выбирать такими, чтобы мульда свободно входила в печь. Размеры окна должны также обеспечивать возможность осмотра и заправки печи.
Исходя из загрузки в печь мульдами шлакообразующих и легирующих материалов, размеры рабочего окна можно принять равными: /л.8, табл.1/
B x h = 1600x1600 мм
Боковые поверхности и верх оконного пролета обрамляются П-образной водоохлаждаемой рамой. Заслонка рабочего окна выполняется в виде водоохлаждаемой нефутерованной коробки.