К основным параметрам режима TIG -сварки относятся:
- тип вольфрамового электрода;
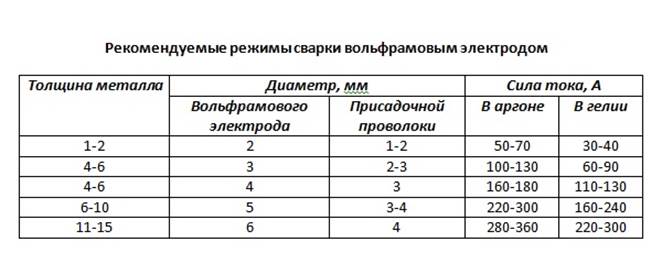
- диаметр электрода;
- тип защитного газа;
- сила тока сварки (Iсв);
- напряжение на дуге (Uд);
- скорость сварки (Vсв).
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
| Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
| прямая | обратная | ||||||||
| ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
| - | - | - | |||||||
| - | |||||||||
| - | - | - | |||||||
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.

Влияние полярности тока на процесс сварки тиг
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличие от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс TIG-сварки характеризуется следующими особенностями:
- сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится);
- зона расплавления основного металла широкая, но неглубокая;
- наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
- повышенный ввод тепла в изделие и сниженный в электрод;
- зона расплавления основного металла узкая, но глубокая.
Преимущества и недостатки метода
К основным преимуществам относятся:
1. Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
2. Возможность сваривания разных металлов.
3. Высокое качество шва.
4. Невысокий нагрев деталей, что исключает их деформацию.
5. Работа с металлами, плохо поддающимися сварке.
6. Возможность работы с конструкциями разных габаритов.
7. Пожаробезопасность.
8. Отсутствие отходов.
9. Изоляция от влияния внешней среды.
10. Стабильность электрической дуги.
11. Универсальность.
12. Возможность работы с тонкими металлическими листами.
13. Небольшая зона нагрева изделия.
14. Обучение, что такое сварка ТИГ, не представляет трудности.
15. Защита поверхности от оксидной пленки.
16. Отсутствие необходимости дополнительной обработки после сваривания.
17. Хороший контроль за состоянием сварочной ванны.
18. Возможность делать наплавку при восстановительных и реставрационных работах.
19. Возможность применения прямой и обратной полярностями.
20. Компактность инвертора с этой функцией.
21. Различные режимы ТИГ сварки.
Недостатки метода:
1. Невысокая производительность.
2. Небольшая скорость процесса.
3. Высокая стоимость применяемого оборудования.
4. Наличие профессиональных навыков.
5. Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
6. Необходимость предварительной подготовки поверхностей.
7. Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.