Для разметки крупных заготовок используют координатно-разметочные машины. Измерительная головка 1 с разметочной иглой 3перемещается в продольном и поперечном направлениях по траверсе 2 разметочной машины. Вертикальное перемещение иглы осуществляется с помощью специального устройства. Перемещения вдоль координатных осей могут происходить последовательно или одновременно. Положение иглы фиксируется на световом табло.
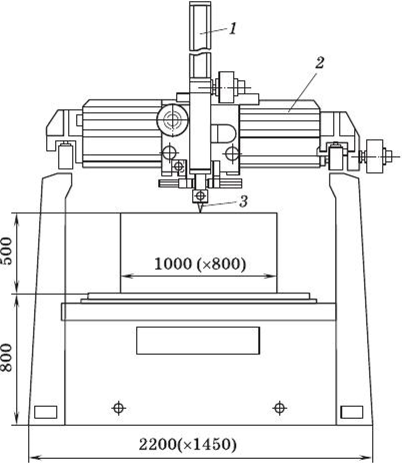
Рисунок 16. Координатно-разметочная машина.
В комплект поставки к разметочным машинам обычно включают иглы-чертилки для проведения разметочных рисок, оправки для проверки отверстий и сверлильную машину для засверливания центровых отверстий.
Разметку средних и мелких заготовок выполняют на небольших координатно-разметочных машинах.
В качестве примера выполнения плоскостной разметки рассмотрим разметку подкладки.
За базу примем нижнюю обработанную плоскость. После окрашивания размечаемой плоскости делим основание заготовки на две части и из центра проводим с помощью угольника с широким основанием (полкой) осевую линию (вторая база для разметки). Откладываем по обе стороны от оси 80 мм и проводим перпендикуляры АВ и СП к первоначальной базе. На прямых АВ и СП откладываем размеры 20, 70, 120, 140 и 170 мм, делаем засечки и через них проводим горизонтальные линии 1—1, 2—2, осевые линии для отверстий диаметром 25 мм,
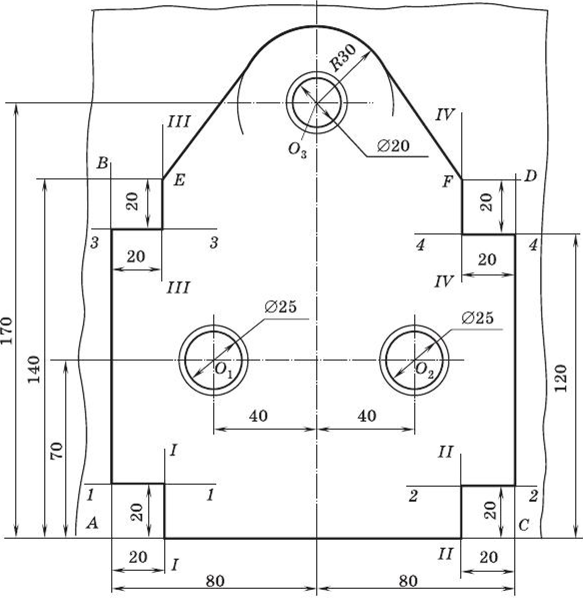
Рисунок 17. Пример плоскостной разметки.
линии 3—3, 4—4, линию для получения точек Е, F и осевую линию для отверстия диаметром 20 мм. Откладываем влево и вправо от оси 40 мм и делаем засечки. Через засечки с помощью Т-образного угольника проводим вертикальные линии I—I, II—II, III—III, IV—IV и осевые линии для отверстий диаметром 25 мм. Из центра 03 циркулем проводим дугу радиусом 30 мм и окружности диаметром 20 мм, из центров Ох и О2 — окружности диаметром 25 мм, а также контрольные окружности, из точек Е nF — наклонные линии, касательные к дуге радиусом 30 мм. После нанесения разметочных линий накерниваем их. Центры кернов должны быть расположены точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов.
ДЕФЕКТЫ.
- несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
- небрежная установка заготовки на плите в результате выверки плиты.
ПРАВИЛА БЕЗОПАСТНОСТИ ТРУДА
- установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
- заготовки (детали) и приспособления надёжно устанавливать ближе к середине;
- перед установкой заготовок (деталей) проверить плиту на устойчивость;
- проверять надёжность крепления молотка на рукоятке;
- удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит - метлой.
ЗАКЛЮЧЕНИЕ.
В ходе слесарной учебной практики, я научился выполнять множество слесарных операций, в числе которых, есть плоскостная разметка, о которой шла речь в данном отчете. Научился правильно использовать мерительные и разметочные инструменты и работать на металлорежущих станках. Так же нас научили выявлять и предотвращать появление всевозможных дефектов на инструментах, приспособлениях и деталях, и научили способам их устранения.