МДК.01.01 Технология пошива швейных изделий по индивидуальным заказам
Дата 20.10.2020
Время выполнения: 1 час
Группа П - 263
Тема программы:
Специальные швейные машины. Полуавтоматы.
Тема урока:
Полуавтоматы петельные, закрепочные и пуговичные.
Студенты должны знать:
Полуавтоматы петельные, закрепочные и пуговичные.
Студенты должны уметь:
· Полуавтоматы петельные, закрепочные и пуговичные. Особенность их применения.
НОВЫЙ МАТЕРИАЛ
Машины-полуавтоматы для закрепок
Особенности работы машин-полуавтоматов. Швейные машиныполуавтоматы для пришивания фурнитуры и изготовления закрепок автоматически выполняют трудоемкие технологические операции. При выполнении этих и некоторых других операций перемещение материала, отклонение иглы заранее определены и выполняются механизмом особой конструкции, который зажимает материал и удерживает фурнитуру до конца выполняемой операции.
При выполнении операции работающий сидит перед фронтальной частью машины. Когда машина не работает, зажим или пуговицедержатель бывает поднят. При нажатии на педаль зажим или пуговицедержатель опускается и машина включается. После окончания операции в современных машинах производится обрезка ниток.
Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих.
Машина класса 220—М выпускается Оршанским ордена Трудового Красного Знамени заводом «Легмаш» и предназначена для изготовления закрепок на костюмах и пальто двухниточным челночным переплетением (тип 301). Частота вращения главного вала 1200 мин"1, малая закрепка (длиной 3—7 мм) изготавливается за 21 прокол иглы, большая (длиной 7—16 мм) — за 42 прокола иглы. Ширина закрепок — 2—3 мм. Иглы 0518 № 100—150 (ГОСТ 22249— 82 Е).
Машина имеет кривошипно-шатунный механизм иглы, центральношпульный колеблющийся челнок, шарнирно-стержневой нитепритягиватель. Материал может перемещаться вдоль и поперек платформы. Машина снабжена механизмом обрезки ниток, расположенным под платформой машины. Машина двухпедальная.
Изготовление малой закрепки. При нажиме на левую педаль лапки 2 (см. рисунок 65) поднимаются. Изделие укладывают под лапки на планку 3 механизма перемещения материала. При нажиме на правую педаль машина включается, игла 1 совершает только вертикальные движения, планка 3 вместе с лапками 2 перемещается поперек платформы и за шесть проколов иглы прокладывает пять каркасных стежков.
Изготовление большой закрепки. Для перехода на изготовление этой закрепки заменяют копир, как в машине 59—А кл. При включении машины игла совершает только вертикальные перемещения, материал движется поперек платформы машины, за 13 проколов иглы прокладывается 12 каркасных стежков. Промежуточные проколы в каркасе необходимы для придания закрепке прочности. При обвивке каркаса материал перемещается вдоль платформы машины. Кроме того, после каждого прокола иглы он перемещается вправо на V2e часть длины закрепки. После трех закрепляющих проколов машина автоматически выключается, а при нажатии на левую педаль поднимаются лапки и обрезаются нитки.
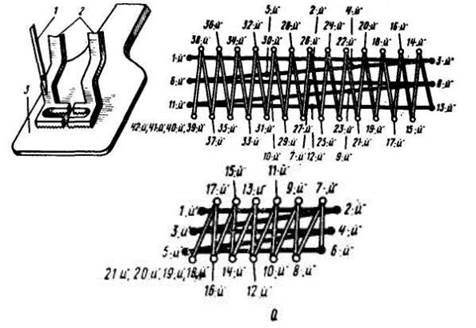
Рис.65. Изготовление малой (а) и большой (б) закрепок
Заправка ниток. Нитку с бобины или катушки справа налево заводят за проволочный нитенаправитель 8 (рисунок 66), обводят между шайбами 7 дополнительного регулятора натяжения, справа налево — между шайбами 15 основного регулятора натяжения, вводят в петлю нитепритягивательной пружины 14 и заводят за нитенаправительный крючок 16. Затем нитку справа налево проводят через ушко 6 нитепритягивателя 5, заводят на нитенаправительную скобу 4, подводят под пластинчатую пружину 2, закрепленную на игловодителе, и слева направо заправляют в ушко иглы 1.
При заправке нижней нитки шпульный колпачок 1 (рисунок. 67) берут в левую руку и на его полый стержень 2 надевают шпульку 3. Конец нитки со шпульки проводят в прорезь 4, подводят нитку под пластинчатую пружину 5 и выводят наружу из шпульного колпачка. При установке шпульного колпачка в челнок следует проследить, чтобы палец 6 шпульного колпачка вошел в паз корпуса челнока и шпульный колпачок был бы неподвижным.
Приемы работы и техническое обслуживание. Машина устанавливается фронтальной частью к работающему на обычном промышленном столе. Моталка 12 (см. рисунок 66) для намотки ниток на шпульку монтируется на приливе стойки рукава машины. К особенностям работы машины относится то, что при последнем и предпоследнем проколах иглы, когда она находится внизу, зажимается нитка - рычаг 3 под действием копира 11 поворачивается против часовой стрелки и дважды нажимает на пластинчатую пружину 2. Зажим нитки необходим для осуществления обрезки, после чего при подъеме лапок отводчик 17 отводит обрезанную верхнюю нитку влево.
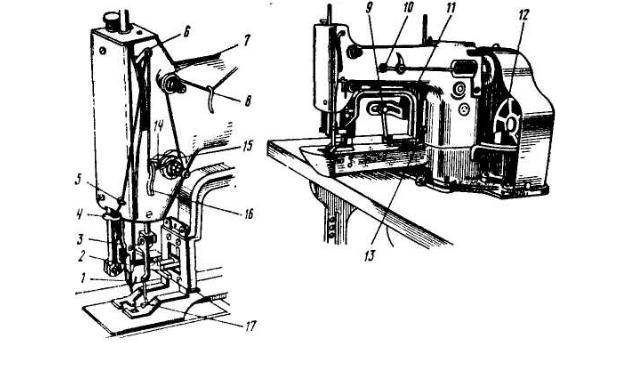 Рис. 66. Внешний вид машины 220—М кл.
Рис. 66. Внешний вид машины 220—М кл.
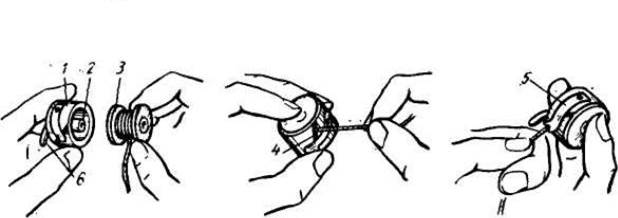
Рис. 67. Приемы заправки шпульки в шпульный колпачок
Длину закрепки регулируют изменением величины поперечных перемещений материала с помощью пере движения винтовой шпильки 9 по прорези рычага поперечных перемещений после ослабления ее гайки. Если винтовую шпильку перемещать от работающего, то поперечные смещения уменьшатся.
Ширину закрепки регулируют перемещением муфты вдоль стержня после ослабления винта 13, как в машине 827 кл.
В ряде машин, выпускавшихся ранее, было предусмотрено устройство для выключения машины в процессе выполнения операции, например при поломке иглы, путем нажатия на кнопку 10.
Чистка и смазка машины выполняются так же, как в машине 827 кл.
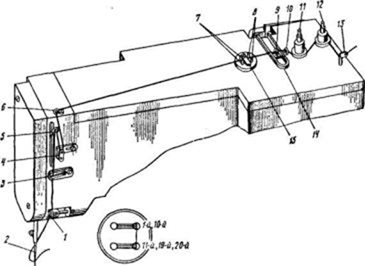
Машина класса 820 выпускается Оршанским ордена Трудового Красного Знамени заводом «Легмаш» и предназначена для выполнения строчек сложной конфигурации двухниточным челночным переплетением (тип 301) при пошиве различных видов одежды. Частота вращения главного вала 2000 мин"1, длина стежка 2,5 мм, наибольшая толщина сшиваемых материалов в сжатом состоянии под лапками 6 мм. Иглы 0518 № 110—150 (ГОСТ 22249—82 Е).Рис. 68 Внеш ний вид машины 820 кл.Рис. 68 Внешний вид машины 820 кл.
 .
.
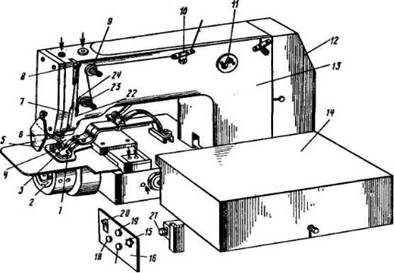
Рис. 68. Внешний вид машины 820 кл
Машина имеет кривошипно-шатунный механизм иглы, причем игла 4 (см. рис.) совершает только вертикальные движения, а также механизмы: цен- трально-шпульного колеблющегося челнока 2; шарнирно-стержневого нитепритягивателя 8; дополнительной лапки 3, которая прижимает материалы, когда игла находится внизу, и поднимается при продвижении материалов; механизм перемещения материалов — полуфабрикат перемещается вдоль и поперек платформы машины с помощью прижимных лапок 1 и планки 5; автоматического останова машины, расположенный внутри кожуха 12; обрезки ниток, расположенный под платформой машины над челноком 2; снижения частоты вращения главного вала при выключении машины.
Полуавтомат устанавливается на специальном промышленном столе и состоит из головки машины 13 и расположенной справа от нее приставки 14. В приставке находится копир, управляющий перемещениями лапок 1/ и планки 5 в зависимости от конфигурации выполняемой строчки. Полуавтомат подключается к централизованной пневмосети для вертикального перемещения лапок /, для включения машины и переключения ее на пониженную частоту вращения главного вала. Следует отметить, что в отличие от других полуавтоматов главный вал машины вращается под платформой.
Заправка ниток. Верхняя нитка с катушки или бобины справа налево вводится в четыре отверстия нитенаправителя 10, против часовой стрелки обводится между шайбами 9 дополнительного регулятора натяжения. Далее нитку проводят вниз, обводят по часовой стрелке между шайбами 23 основного регулятора натяжения, справа налево заправляют за крючок нитепритягивательной пружины 24, снизу вверх заводят за крючковый нитенаправительный стержень 22, справа налево вводят в ушко нитепритягивателя 8. Затем нитку проводят вниз, вводят в нитенаправительную щель 7, в проволочный нитенаправитель, закрепленный снизу на игловодителе 6, и от работающего вводят в ушко иглы 4.
Для намотки ниток на шпульку в машине применяется автоматическая моталка 11, вмонтированная в рукав машины и имеющая такое же устройство, как в машине 852 кл. Нижняя нитка заправляется в шпульный колпачок аналогично машине 220—М кл.
Приемы работы и техническое обслуживание. Для включения машины опускают рычаг 21 пневмотумблера вниз. Регулятором давления по манометру (на рис. не показаны) устанавливают давление в пневмосети 0,4—0,5 мПа и перемещением тумблера 20 вверх включают электрическую цепь полуавтомата, причем загорается лампочка 19. Лапки 1 поднимаются над планкой 5, на которую укладывают полуфабрикат. При нажиме на кнопку 18 включается электродвигатель привода. Нажимая на педаль, включают машину в работу, и при поступательных перемещениях иглы 4 в сочетании с продольными, а также поперечными смещениями планки 5 выполняется строчка заданной конфигурации. После закрепляющих проколов в строчке машина автоматически выключается, и в момент подъема лапок / производится обрезка ниток под платформой машины. Одновременно с подъемом лапок поднимается экран и отводчик (на рис. не показан) отбрасывает верхнюю нитку налево.

Рис.69. Виды, выполняемых на машине 820 кл.
На панели 16 находятся предохранитель 15 и кнопка 17 для выключения машины при обрыве ниток или поломке иглы.
Основные регулировки выполняются так же, как и на машине 220—М кл.
Для смазки трущихся поверхностей сопрягаемых деталей механизмов рекомендуется применение масла И—12А или И—20А (ГОСТ 20799—75), причем места смазки указаны стрелками на рис. 121.
В настоящее время полуавтомат 820 кл. выпускается в одиннадцати модификациях: 820—1 — для выполнения строчки сложной конфигурации (рис. а) размером 9x28 мм за 64 прокола иглы; 820—2 — для выполнения прямоугольной сложной строчки (рис. б) размером 20x22 мм при изготовлении изделий из хлопчатобумажных материалов, плащевых и прорезиненных за 40 проколов иглы; 820—3 — для выполнения Г-образной строчки (рис. б) за 32 прокола иглы на платьях и костюмах; 820—4 кл. — для выполнения прямой строчки (рис. г) на изделиях из пальтовых, костюмных материалов и сорочках за 20 проколов иглы; 820—5 кл. — для выполнения прямой строчки (рис. д) на изделиях из пальтовых, костюмных материалов и мужских сорочках за 28 проколов иглы; 820—6 кл. — для притачивания эмблемы (рис. е) к рукаву школьной формы строчкой сложной конфигурации за 84 прокола иглы: 820—8 кл. — для выполнения прямой закрепляющей строчки (рис. ж) на изделиях костюмной группы и трикотаже за 14 проколов иглы: 820—9, 820—10, 820—11 для выполнения закрепок (рис. з, и, к) соответственно за 40, 20 и 28 проколов иглы, т. е. эти модификации должны заменить машину 220—М кл. на тех предприятиях, где имеется компрессор для выработки сжатого воздуха.
Машины-полуавтоматы для пришивания фурнитуры
Машина класса 827 выпускается Подольским механическим заводом им. М. И. Калинина и предназначена для пришивания плоских пуговиц с двумя и четырьмя отверстиями вплотную на бельевые изделия, костюмы, пальто строчкой двухниточного челночного переплетения (тип 301). Частота вращения главного вала 1500 мин"1, пуговицы диаметром 35 мм пришиваются за 20 проколов иглы. Иглы 0141 № 90—120 (ГОСТ 22249—82 Е).
Машина имеет кривошипно-шатунныи механизм иглы. Игла отклоняется поперек платформы машины, челнок центрально-шпульный, равномерно вращающийся, как в машине 1022—М кл., нитепритягиватель шарнирностержневой. Материал вместе с пуговицей может перемещаться только вдоль платформы машины. Машина однопедальная, и когда она выключена, пуговицедержатель и экран подняты. Экран предназначен для предохранения глаз работающего от травмирования осколками пуговицы.
Пришивание пуговицы. Машина установлена на специальном промышленном столе. Ее главный вал удерживается в рукаве машины. Под откидным кожухом 37 (рисунок 70, а) на заднем конце главного вала крепятся рабочий и холостой шкивы. Когда машина выключена, приводной ремень располагается на холостом шкиве (дальнем от работающего). Включение машины осуществляет автоматический выключатель путем перевода ремня на рабочий шкив (вращается по часовой стрелке, если смотреть со стороны фронтальной части машины). В полуцилиндрической платформе 3 располагаются механизм челнока и обрезатели ниток. На платформе машины находится планка 4 механизма перемещения материалов и пуговицедержатель 5.
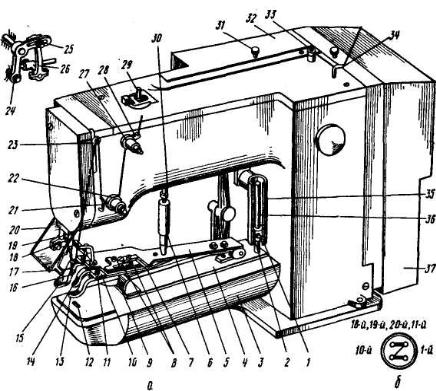
Рис. 70 Внешний вид машины 827 кл. (а) и схема пришивания пуговицы (б)
Для удобства установки пуговицы работающий нажимает на правую или левую рукоятки 9, лапки 13. 15 отходят друг от друга, а упор 14 перемещается от работающего. При опускании рукоятки 9 лапки 13, 15 и упор 14 зажимают пуговицу. На планке 4 размещен материал, причем место пришивания пуговицы должно располагаться напротив окна 12. При нажиме на пе даль пуговицедержатель 5 опускается и экран 20 устанавливается вертикально.
Машина включается, игла 16 получает отклонения поперек платформы машины и пришивает пуговицу в два передних отверстия (рисунок 70, 6). После 10-го прокола игла отклоняется вправо, а пуговица и материал перемещаются к работающему. Далее при поперечных отклонениях иглы пуговица пришивается в два дальних отверстия. После двух закрепляющих проколов машина автоматически выключается, основной обрезатель под платформой 3 (см. рисунок 70, а) обрезает нитки, проволочный отводчик 17, поворачиваясь по часовой стрелке, отбрасывает обрезанную нитку влево, чтобы нитка при пришивании новой пуговицы не попала под иглу 16. Пуговицедержатель 5 и экран 20 поднимаются.
В машине 827 кл. применен дополнительный обрезатель ниток, расположенный под платформой машины. Его назначение — не только обрезать нитки, но и обеспечить наименьшую длину (до 5 мм) конца верхней нитки над пуговицей путем вытягивания и протаскивания через отверстие пуговицы и материал. Действие дополнительного обрезателя осуществляется в начале пришивания пуговицы, затем обрезатель отключается.
Заправка ниток. Верхнюю нитку с бобины или катушки проводят в нитенаправительное отверстие 28, по часовой стрелке обводят между шайбами основного регулятора натяжения 27, затем вновь по часовой стрелке обводят между шайбами дополнительного регулятора натяжения 22. Справа налево нитку вводят в петлю проволочного нитенаправителя 21, вверху справа налево проводят в ушко нитепритягивателя 23, далее от работающего вводят в ушко иглы 16.
Нижнюю нитку заправляют так же, как в машинах 97—А, 1022—М кл. Намотка ниток на шпульку осуществляется с помощью моталки 29, смонтированной на рукаве машины, причем конструкция моталки такая же, как в машине 852 кл. Нитку с бобины проводят в два отверстия трубчатого нитенаправителя 34, против часовой стрелки обводят между шайбами регулятора натяжения 33, затем шпульку надевают на шпиндель 29 моталки и включают ее.
Эксплуатация машины и техническое обслуживание. При изменении диаметра пуговицы регулируют расстояние между лапками 13, 15 и упором 14. Для этого ослабляют винты 8 и упорную пластину 7 перемещают вдоль пуговицедержателя 5. Если перемещать ее от работающего, то расстояние между лапками и упором увеличивается. Давление пуговицедержателя 5 на материал регулируют винтом 30 путем изменения давления внутренней пружины, размещенной в гильзе 6. Если винт 30 вывинчивать, то давление пуговицедержателя 5 на материалы увеличивается. Лапки 13, 15 должны быть параллельны друг другу, их положение регулируется перемещением лапки 13 или 15 вдоль рычагов 10 после ослабления винтов 11.
Величина продольных перемещений планки 4 регулируется перемещением муфты 2 по пазу рычага 35 вдоль стержня 36 после ослабления винта 1. Если муфту 2 поставить в крайнее верхнее положение, то планка 4 не будетсмещаться в продольном направлении, следовательно, появится возможность пришивания пуговицы с двумя отверстиями.
Если расстояние между отверстиями пуговицы изменяется в направлении поперек платформы машины, то отвинчивают винты 31, снимают крышку 32, ослабляют гайку 25 и верхнюю головку шатуна 26 перемещают по пазу рычага 24. Если верхнюю головку шатуна 26 переместить влево, ближе к точке опоры рычага 24, то отклонения иглы поперек платформы 3 уменьшатся.
Игла 16 устанавливается в игловодителе 19 длинным желобком к работающему и закрепляется винтом 18.
В рукаве машины расположен картер, из которого масло по фитилям подается к сопряжениям деталей механизмов. Для смазки рекомендуется масло И—8А (ГОСТ 20799—75).
Машина 1095 класса выпускается Подольским механическим заводом им. М. И. Калинина и предназначена для пришивания плоских пуговиц с двумя и четырьмя отверстиями на пальто и костюмы однониточным цепным переплетением (тип 101). Частота вращения главного вала 1500 мин"1, пуговицы диаметром 36 мм пришиваются за 20 проколов иглы. Иглы 0141 № 90—130 (ГОСТ
22249—82 Е).
Машина имеет кривошипно-шатунный механизм иглы, нитеподатчик работает от игловодителя, неравномерно вращающийся петлитель снабжен колеблющимся отводчиком, пуговицы и материал получают перемещения вдоль платформы машины, но игла, кроме вертикальных перемещений, имеет еще перемещения поперек платформы машины. Применен механизм обрезки нитки, расположенный под платформой машины над петлителем.
 Машина однопедальная, и когда она выключена, пуговицедержатель и экран подняты. Конструктивно машина 1095 кл. отличается от машины 827 кл. только тем, что вместо механизма челнока применен механизм петлителе.
Машина однопедальная, и когда она выключена, пуговицедержатель и экран подняты. Конструктивно машина 1095 кл. отличается от машины 827 кл. только тем, что вместо механизма челнока применен механизм петлителе.
Рис. 71. Заправнитки в машине 1095 кл. (б) и схема пришивания пуговицы (а)
Пришивание пуговицы. Пуговицу устанавливают между лапками и упором пуговицедержателя, под лапки подкладывают материал. При нажиме на педаль пуговицедержатель и экран опускаются, игла получает отклонения поперек платформы машины и пришивает пуговицу в два дальних отверстия (рисунок 71, а). После 10-го закрепляющего прокола пуговица и материал перемещаются от работающего. Игла вновь получает отклонения поперек платформы машины и пришивает пуговицу в два ближних отверстия. После 20-го, тоже закрепляющего, прокола машина автоматически выключается, нитка под платформой машины обрезается, пуговицедержатель и экран поднимаются.
Особенности образования стежка. Для нормального расширения петли при правом и левом проколах иглы вводится отводчик, который своим крючком отводит петлю и способствует ее расширению. Образование стежка происходит следующим образом. Отводчик 2 (см. рисунок 72, а), поворачиваясь против часовой стрелки, своим крючком расширяет предыдущую петлю, надетую на петлитель 3. Игла / входит в правое отверстие пуговицы и прокалывает материалы.
Игла 1 (рисунок 72, б) при подъеме из нижнего крайнего положения на 2—2,5 мм образует вторую петлю, в которую входит носик петлителя 3. В момент захвата петли иглы петлитель движется ускоренно. Отводчик 2, находясь в крайнем левом положении, удерживает своим крючком предыдущую петлю иглы.
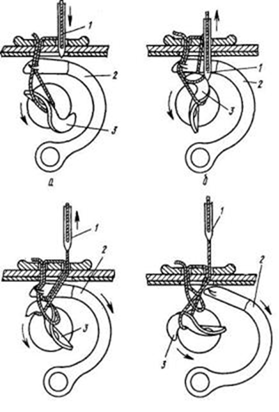
Рис. 72. Образование однониточного цепного переплетения с помощью колеблющегося отводчика в машине 1095 кл.
Игла 1 (рисунок 72, в) выходит из материалов, петлитель 3 расширяет вторую петлю иглы и вводит ее внутрь первой петли. Отводчик 2 начинает поворачиваться по часовой стрелке и прекращает оттягивать первую петлю.
Петлитель 3 (рисунок 72, г) продолжает расширять вторую петлю, а первая сбрасывается с его пяточки, и происходит ее затягивание. В затягивании первой петли участвуют игла 1 и петлитель 3. Затем процесс повторяется.
Заправка нитки. Нитку с бобины проводят в два отверстия трубчатого нитенаправителя 13 (рисунок 71, б), против часовой стрелки обводят между шайбами регулятора натяжения 12, по часовой стрелке — между шайбами регулятора натяжения 11, справа налево вводят нитку в проволочный нитенаправитель 10, проводят поверх нитеоттягивающей скобы 14, в петлю проволочного нитенаправителя 9, вновь поверх нитеоттягивающей скобы 14, между направляющими стержнями 8, под зажимную пластину 15, между направляющими стержнями 7, сверху вниз в петлю проволочного нитенаправителя 6, под направляющий ролик 4, справа налево в ушко нитеподатчика 5, вниз под пластинчатый нитенаправитель 3, между прижимными шайбами 1 и в направлении от работающего заправляют в ушко иглы 2.
Сложность конструкции заправки нитки объясняется несколькими моментами работы машины. Регулятор натяжения нитки 12 является основным и создает необходимое натяжение в тот момент, когда нитеподатчик 5, двигаясь с иглой 2 вверх, производит затяжку стежка. Перед обрезкой нитки, после пришивания пуговицы, нитка зажимается под зажимной пластиной 15. Для создания излишка нитки, необходимого для образования первого стежка, нитеоттягивательная скоба 14 поднимается вверх и вытягивает нитку, сматывая ее с бобины.
Основные регулировки те же, что и в машине 827 кл.
Машина 1595 класса выпускается Подольским механическим заводом им. М. И. Калинина и предназначена для пришивания сферических пуговиц с ушком к женским платьям из различных видов материалов и трикотажа однониточным цепным переплетением. Частота вращения главного вала 1500 мин— 1,пуговицы диаметром 11—25 мм пришиваются за 14 проколов иглы (последний прокол закрепляющий). Иглы 0724 № 90—110 (ГОСТ 22249—82 Е).
Машина изготовлена на базе машины 1095 кл. и отличается от нее устройством пуговице держателя и отсутствием механизма перемещения материалов.
Ккорпусу машины жестко прикреплена направляющая 10 (рисунок 73).
Внее вставлен пуговицедержатель 12 и закреплен винтом 11. В приливе пуговицедержателя 12 на оси удерживается фиксатор 4, который под действием пружины 6 перемещается вправо. На шарнирном винте 14 удерживается рычаг 13 лапки 2, которая под действием пружины 15 поворачивается по часовой стрелке и фиксирует ножку пуговицы снизу.
При включенной машине пуговицедержатель 12 поднят. Работающий отводит фиксатор 4 влево и устанавливает пуговицу 3 в паз отражателя 1. Лапка 2 снизу фиксирует ушко пуговицы 3. Фиксатор 4 охватывает сферу пуговицы 3, обеспечивая ее неподвижность. Под пуговицу укладывают материал и нажимом на педаль включают машину. Игла получает отклонения поперек платформы машины и пришивает ножку пуговицы. При выключении машины нитка обрезается, пуговицедержатель 12 и проволочный отводчик 7 поднимаются. Отводчик 7, повернувшись по часовой стрелке, отбрасывает обрезанную нитку, не позволяя ей попасть под лапку 2.
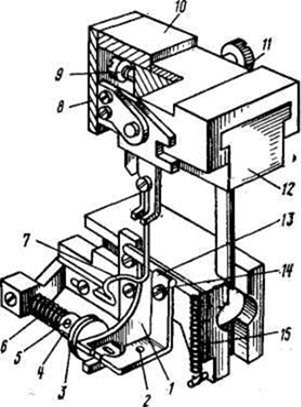 Рис. 73. Держатель пуговицы машины 1595 кл.
Рис. 73. Держатель пуговицы машины 1595 кл.
Если фиксатор 4 не обеспечивает нужную степень прижатия пуговицы, то нужно ослабить винт 5 и заменить фиксатор большим по диаметру (прилагается к полуавтомату).
Если нужно пришивать металлические пуговицы с проволочным ушком или пуговицы, обтянутые материалом, то следует заменить пуговицедержатель 12 сменным. Для этого ослабляют винт 11, снимают комплект пуговицедержателя и вставляют новый, продвинув его по пазу направляющей 10 до упора винта 9 в пластину 8. При такой замене не рекомендуется изменять величину отклонений иглы.
Техническое обслуживание и эксплуатация этой машины такие же, как машины 1095 кл.
Машина 59—А класса выпускается Подольским механическим заводом им. М. И. Калинина и предназначена для обвивки ножки под пуговицей после ее пришивания строчкой однониточного цепного переплетения (тип 101). Частота вращения главного вала 1200 мин"1, ножка пуговицы высотой 3 мм для костюмов обвивается за 21 прокол иглы, ножка пуговицы высотой 4 мм обвивается за 42 прокола иглы. Иглы 0724 № 130, 150 (ГОСТ 22249—82 Е).
Машина имеет кривошипно-шатунный механизм иглы (игла кроме вертикальных перемещений имеет перемещения поперек платформы машины), неравномерно вращающийся петлитель и обрезатель нитки, расположенный на платформе машины. Материалы могут перемещаться только вдоль платформы машины. Машина двухпедальная.
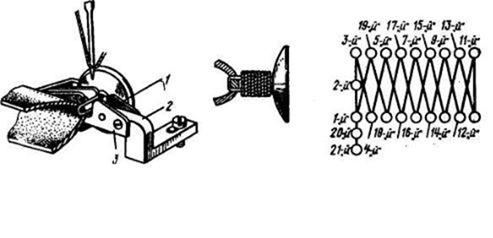
Рис. 74. Обвивка стойки пуговицы на машине 59—А кл.
На пластине перемещения материала закреплены две стойки 2 (рисунок 74, а), а к ним прикреплены две пластины 1 и 3, расстояние между которыми соответствует длине обвиваемой ножки. Работающий оттягивает пуговицу от материала, и ее стойка размещается между двумя пластинами. При нажатии на правую педаль машина включается, игла получает отклонения поперек платформы, а материал вместе с ножкой дважды перемещается к работающему и от него. Из схемы строчки (рисунок 74, б) видно, что второй прокол игла делает непосредственно в ножку, чтобы обвивочная нитка не могла смещаться вдоль нее. Последние два прокола являются закрепляющими, после их выполнения машина автоматически выключается. При нажатии на левую педаль происходит обрезка нитки.
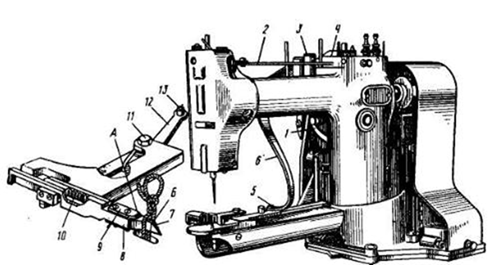
Рис.75. Внешний вид машины 59—А кл.
Для перевода машины на обвивку ножки высотой 4 мм заменяют копир 1 (рисунок 75). Обвивка выполняется при поперечных перемещениях иглы и четырехкратном перемещении ножки вдоль платформы машины.
Заправка нитки выполняется почти так же, как в машине 1095 кл. Величина поперечных отклонений иглы (ширина ножки) регулируется
ослаблением гайки винтовой шпильки 4 и перемещением ее по прорези рычага 3 вместе с задней головкой тяги 2. Если шпильку 4 приближать к точке опоры рычага 3, то отклонения иглы будут уменьшаться. Остальные основные регулировки выполняются так же, как в машине 1095 кл.
При нажиме на левую педаль рычаг 6 поворачивается по часовой стрелке и его кулачок 5 нажимает на ролик 13. Рычаг 12 перемещения ножей поворачивается против часовой стрелки относительно шарнирного винта 11. Нижний нож 7, перемещаясь вправо, входит своей конусной частью в петлю верхней нитки. Затем в этом же направлении движется штанга 8, на которой закреплен верхний нож 9. В результате совместных движений ножей 7, 9 их режущие грани А и Б сходятся и происходит обрезка нитки. Одновременно под платформой машины над петлителем перемещается палец и натягивает нитку на петлителе, облегчая ее обрезку. Под действием пружин 10 ножи возвращаются в исходное положение.
Домашнее задание
1. Изучить теоретический материал.
2. Ответить на вопросы самоконтроля.
Вопросыдля самоконтроля
1. Для чего применяется машина 220 М класса?
2.Как на машине 820 М класса выполняется процесс изготовления малой петли?
3.Как на машине 220 М класса изменить длину и ширину закрепки?
4.В чем отличие машины 820 класса т 220 М класса?
5. Как происходит пришивание пуговицы на машине 827 и класса?;
6. Какие выполняются регулировки при переходе на пришивание пуговиц другого диаметра и на новое расстояние между отверстиями?
7. Как протекает процесс пришивания пуговицы на машине 1095 кл.?
8. Как устанавливается пуговица в машине 1959 класса?
9. Как выполняется обивка ножки пуговицы на машине 59А класса?
Критерии оценивания.
Оценивание проводится по пятибалльной системе:
- оценка «отлично» - выставляется обучающемуся, если ответ на вопрос полный, логичный, грамотно изложен;
- оценка «хорошо» - выставляется обучающемуся, если допущены незначительные погрешности в ответе на вопрос;
- оценка «удовлетворительно» - выставляется обучающемуся, если ответ на вопрос нелогичный, неполный ответ;
- оценка «неудовлетворительно» – выставляется обучающемуся, если нет ответа на поставленный вопрос.
ВНИМАНИЕ!!!
Уважаемые студенты, ответы на вопросы необходимо выполнить в рабочей тетради (сфотографировать) или в формате Документа Word. Отправлять для проверки в личные сообщения на страницу в ВКонтакте: https://vk.com/id617794714