АВТОМАТИЗАЦИЯ КОНВЕЙЕРНОГО ТРАНСПОРТА
ОСОБЕННОСТИ АВТОМАТИЗАЦИИ КОНВЕЙЕРНОГО
ТРАНСПОРТА
Управление конвейерными линиями в простейшем случае заключается в пуске и останове электродвигателей, приводящих в действие тяговые органы конвейеров. Так как число конвейеров в линии может быть значительным, то применяется централизованное управление приводами конвейерных установок с автоматизированным пуском. В этом случае оператор подает только начальный командный импульс на пуск первого конвейера, а двигатели остальных конвейеров включаются автоматически в заданной последовательности. Тем самым централизованное управление позволяет освободить человека от непосредственного участия в пуске каждого конвейера.
При автоматизации конвейерных линий должны соблюдаться следующие основные требования:
1. Не менее чем за 5 с перед пуском первого конвейера и перед дозапуском части линии должен автоматически подаваться отчетливо слышный по всей длине конвейерной линии предупредительный звуковой сигнал, который должен прекращаться только после окончания пуска последнего конвейера.
2. Пуск конвейерной линии должен производиться поочередным включением конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завалов.
3. Дозапуск части конвейерной линии должен осуществляться без остановки работающего участка конвейерной линии.
4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера рабочей скорости. Такая блокировка осуществляется с помощью реле скорости, контролирующего движение тягового органа.
5. Останов конвейерной линии должен осуществляться поочередным выключением конвейеров в направлении грузопотока. В случае аварийного режима на конвейере последний должен быть отключен и также остановлены конвейеры, подающие на аварийный конвейер груз. Остальные конвейеры должны работать, чтобы освободить тяговый орган от груза.
6. Оперативный останов конвейерной линии должен осуществляться с постов управления, а экстренное прекращение пуска и экстренный останов любого конвейера из любой точки по его длине – по сигналам от кабель–тросовых выключателей.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в работе оборудования могут привести к нарушению всего технологического процесса. Поэтому в схемах автоматизации конвейеров применяется большое число защитных блокировок, которые осуществляют автоматическое аварийное отключение конвейера при неисправности электродвигателя под действием соответствующих электрических защит; неисправности механической части конвейера (обрыв цепи скребкового конвейера, обрыв или останов ленты); затянувшемся пуске конвейера; засыпании мест перегрузки транспортируемого материала (образование заштыбовки между конвейерами); снижении скорости ленты на 25 % номинальной или при превышении скорости ленты на 8 %; при пробуксовке ленты относительно приводного барабана более чем на 10 % номинальной скорости; снижении скорости приводной звездочки скребкового конвейера на 15 % номинального значения; сходе ленты на 10 % ее ширины; при перегреве ленты или при пожароопасной ситуации.
Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей на грузо–пассажирских конвейерах, предотвращением несчастных случаев при обслуживании конвейера и т.д.
Между пультом управления, пунктами установки приводов конвейеров и пунктами загрузки конвейерной линии должна быть установлена телефонная связь или кодовая сигнализация. При аварийном отключении любого конвейера на пульт управления должен быть автоматически подан звуковой сигнал.
Экономический эффект при автоматизации конвейерного транспорта в основном достигается за счет высвобождения обслуживающего персонала.
Кроме этого, автоматизация позволяет уменьшить расход электроэнергии за счет уменьшения примерно в 2 раза времени работы конвейеров вхолостую; снизить расход материалов (тяговых цепей, ленты, запасных частей) примерно на 23 %, так как увеличивается надежность работы оборудования.
СРЕДСТВА АВТОМАТИЧЕСКОГО КОНТРОЛЯ И ЗАЩИТЫ
КОНВЕЙЕРНЫХ УСТАНОВОК
Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных средств автоматического контроля и защиты.
Реле скорости типов РСА, УКС, КДК контролируют скорость тягового органа конвейера и его исправность. При обрыве тягового органа реле скорости дает сигнал на отключение электропривода.
Источником сигналов для реле скорости служат тахогенераторные и магнитоиндукционные датчики скорости.
Унифицированное устройство контроля проскальзывания и скорости УКПС контролирует проскальзывание и скорость ленты, сигнализирует о нарушениях нормального режима, выдает команду на управление механизмом натяжения ленты, отключает привод конвейера при аварийных режимах работы. Устройство УКПС состоит из электронного блока БЭ и датчиков контроля скорости  и
и  .
.
Датчик скорости контролирует скорость приводного барабана, а датчик – контроль скорости ленты. Выходными сигналами этих датчиков являются импульсы напряжения, частота которых пропорциональна скорости.
Проскальзывание ленты относительно приводного барабана контролируется периодическим измерением разности количества импульсов, поступающих в блок БЭ от датчиков приводного барабана и конвейерной ленты . Эта разность пропорциональна разности линейных скоростей приводного барабана и ленты, т.е. проскальзыванию ленты относительно приводного барабана. При отсутствии проскальзывания ленты относительно приводного барабана частоты импульсов от датчиков и одинаковы.
Скорость привода конвейера контролируется путем периодического определения количества импульсов датчика за определенное время и сравнения этого количества с заданной величиной. Контроль скорости ленты также выполняется периодическим определением количества импульсов датчика за определенный промежуток времени. Подсчет числа импульсов, поступающих с датчиков скорости, и их сравнение с заданными значениями происходят в электронном блоке БЭ.
Датчик контроля схода ленты КСЛ-2 осуществляет контроль аварийного схода ленты в сторону. Датчик состоит из корпуса, гибкого привода и исполнительного устройства. В корпусе расположено исполнительное устройство, состоящее из магнитной системы и геркона, заключенного в капсулу.
При аварийном сходе в сторону конвейерная лента воздействует на гибкий привод. Это воздействие передается на трос, который перемещает кольцевую магнитную систему вдоль капсулы геркона, что приводит к переключению контактов геркона.
Датчик контроля заштыбовки ДЗШ предназначен для контроля мест пересыпов горной массы с конвейера на конвейер, а также для контроля уровня горной массы в бункерах и других загрузочных устройствах. Датчик состоит из шарикового контактного элемента, помещенного во взрывобезопасный стальной корпус, и подвешивается на кабеле, укрепленном стальным тросом. При превышении заданного уровня засыпки датчик отклоняется на угол, достаточный для перемещения шарика. Последний перемещается в сторону и замыкается с контактным кольцом. При уменьшении угла наклона шарик возвращается в исходное положение и контакт размыкается.
Контроль температуры приводных барабанов ленточных конвейеров выполняется аппаратурой АКТЛ-1, которая отключает приводной двигатель при нагреве барабанов выше допустимой температуры (65±10 °С), предотвращая возможное воспламенение ленты при ее пробуксовке. В качестве датчика температуры используется ферритовый термодатчик, являющийся сердечником катушки индуктивности. При нагреве барабана до температуры 65±10 °С резко снижается магнитная проницаемость ферритового термодатчика и соответственно уменьшается индуктивность катушки. Это приводит к появлению сигнала, который отключает цепь управления магнитного пускателя электродвигателя, и конвейер останавливается.
Аппаратура автоматизации орошения АО-3 предназначена для автоматического включения и выключения системы орошения в пунктах перегрузки горной массы с конвейера на конвейер для уменьшения пылеобразования.
В комплект аппаратуры АО-3 входят релейный блок, управляемый вентиль, датчик наличия материалов ДНМ, форсунка. При движении материала на конвейере замыкается контакт датчика ДНМ. Это приводит к включению электромагнитного вентиля и подаче воды к форсунке, установленной над сбрасывающим барабаном конвейера. В случае прекращения движения материала размыкается контакт ДНМ, катушка электромагнитного вентиля отключается, и подача воды прекращается.
Кабель–тросовый выключатель КТВ-2 применяется для сигнализации и экстренного останова из любого места конвейерной линии. Он содержит геркон, на который воздействует поле постоянного магнита. При оттягивании штока, на котором закрепляется кабель-трос, между магнитом и герконом вводится стальной экран, что приводит к размыканию контактов.
Реле времени РВИ-1М используют для создания выдержки времени при пуске мощных подземных конвейеров. Схема реле обеспечивает выдержку времени в диапазонах 0,5 – 300 с.
АВТОМАТИЗАЦИЯ КОНВЕЙЕРНЫХ ЛИНИЙ
Рассмотрим основные принципы автоматизации конвейерных линий на примере схемы, приведенной на рис. 6.1. Конвейерная линия состоит из трех последовательно расположенных ленточных конвейеров. В качестве привода используется асинхронный электродвигатель с короткозамкнутым ротором. В соответствии с требованиями, предъявляемыми к системам автоматизации конвейерных линий, схема обеспечивает:
1. Пуск конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завала в месте перегрузки. При этом команда на запуск следующего конвейера выдается после того, как грузонесущий орган включившегося конвейера разогнался до номинальной скорости.
2. Схема управления обеспечивает при аварийной остановке одного из конвейеров автоматический останов всех конвейеров линий, подающих груз на аварийно остановившийся. Остальные конвейеры должны продолжать работать, чтобы освободить тяговый орган от груза.
3. Контроль за временем пуска конвейеров. При затянувшемся пуске конвейер должен отключиться и предотвратить запуск остальных конвейеров. Затянувшийся пуск свидетельствует о неисправности электропривода либо о проскальзывании ленты, что может привести к ее возгоранию
4. Аварийную остановку конвейера и всех конвейеров, подающих груз на аварийно остановившийся при затянувшемся времени пуска конвейера, снижении скорости ленты конвейера, обрыве тягового органа, перегрузке электродвигателя конвейера, перегреве подшипников приводных барабанов, образовании завала в местах перегрузки, сходе ленты конвейера.
5 Возможность остановки конвейерной линии из любой точки.
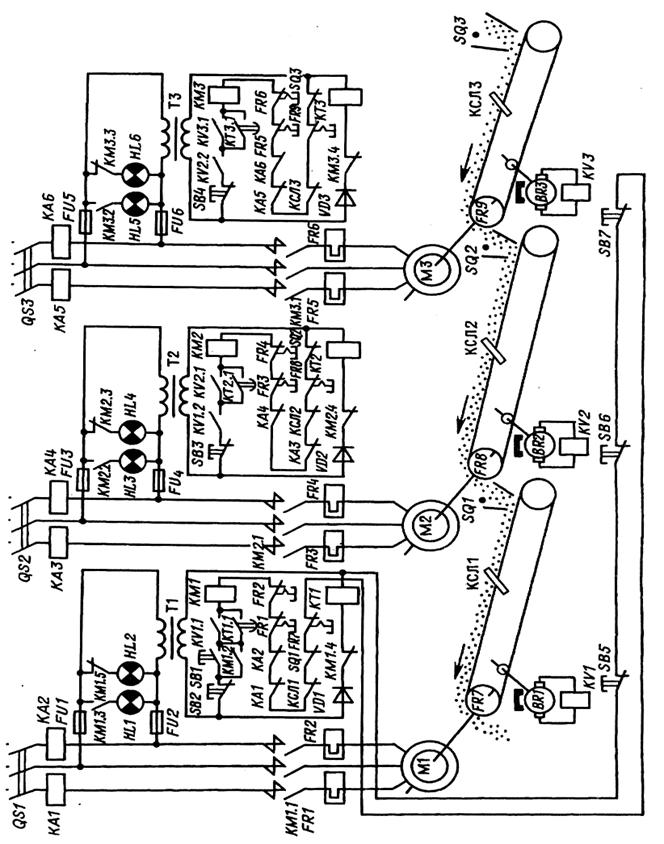
Рис. 7.1. Схема автоматизации конвейерной линии
Схема содержит следующие средства автоматического контроля и защиты конвейерной линии: реле максимального тока КА1 – КА6, тепловые реле FR1 – FR6 для защиты от перегрузки электродвигателей; тепловые реле FR7 – FR9 для защиты от перегрева приводных барабанов, реле скорости, состоящие из тахогенераторов BR1 – BR3 и реле напряжения KV1 – KV3, необходимые для контроля скорости ленты и ее защиты от обрыва; датчики контроля схода ленты КСЛ1 – КСЛ3; датчики контроля заштыбовки SQ1 – SQ3 для защиты от завала мест пересыпа горной массы с конвейера на конвейер.
В схеме управления предусмотрена световая сигнализация. Включенные красные лампы HL2, HL4, HL6 указывают на отключенное состояние электродвигателя и конвейера, зеленые НL1, HL3, HL5 – на рабочее состояние.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SB5 – SB7.
Перед пуском конвейерной линии должны быть включены автоматы QS1 – QS3. На схему управления подается напряжение, что приводит к срабатыванию реле времени КТ1 – КТ3 и замыканию нормально разомкнутых контактов КТ1.1 – КТ3.1.
Отметим, что реле времени является реле постоянного тока. Поэтому напряжение на катушки реле времени КТ1 – КТ3 подается через выпрямительные диоды VD1 – VD3.
Рассмотрим пуск конвейерной линии.
1. Сначала запускается электродвигатель М1 нажатием на кнопку SB1. По цепи SB2, SB1, КТ1.1, КМ1, FR1, FR2, КА1, КА2, КСЛ1, SQ1, FR7, SB5, SB6, SB7 подается напряжение на катушку контактора КМ1. Контактор КМ1 срабатывает и замыкает свои линейные контакты КМ1.1 в цепи статора электродвигателя М1. Двигатель запускается и приводит в движение ленту конвейера. Одновременно с этим замыкаются блок-контакты КМ1.2, шунтирующие кнопку SB1 и контакт КМ1.3, включающий лампу сигнализации НL1, указывающую на рабочее состояние первого конвейера. Размыкание контакта КМ1.4 приводит к снятию напряжения с катушки реле времени КТ1, которое контролирует время, необходимое для разгона двигателя до максимальной частоты вращения.
2. Лента конвейера, пришедшая в движение, приводит во вращение вал тахогенератора ВR1. При достижении лентой конвейера максимальной скорости реле КV1 срабатывает и замыкает свои контакты КV1.1 в цепи, шунтирующий контакт реле времени КТ1.1 и КV1.2 в цепи управления следующего конвейера.
Реле времени КТ1 контролирует время пуска. По истечении заданного времени реле КТ1 отпускает свой якорь и вызывает размыкание своего контакта КТ1.1 в цепи контактора КМ1. Однако контактор КМ1 продолжает получать питание через замкнутый контакт КV1.1.
3. Если лента за время, необходимое для пуска, не достигнет по каким-либо причинам своей максимальной скорости, то контакт КТ1.1 разомкнется до того, как замкнется контакт КV1.1. Двигатель М1 остановится, так как цепь питания катушки контактора КМ1 разомкнется.
4. В случае нормального пуска первого конвейера замыкается контакт КV1.2 в цепи управления второго конвейера. По цепи SВЗ, КV1.2, КТ2.1, КМ2, FR4, FRЗ, КА4, КVЗ, КА3, КСЛ2, FR8, SQ2 подается напряжение на катушку контактора КМ2. Контактор КМ2 срабатывает и замыкает свои контакты КМ2.1 в цепи статора второго двигателя М2. Пуск второго конвейера контролирует реле времени КТ2 и скорости КV2 аналогично рассмотренному случаю.
Таким образом, блокировки из реле скорости КV1 – КV3 и реле времени КТ1 – КТ3 позволяют осуществить контроль за временем пуска конвейеров.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SВ5, SВ6 или SВ7 либо из пункта управления кнопкой SВ2.
При срабатывании одного из видов защиты останавливается не только конвейер, на котором произошла авария, но и подающие груз на аварийно остановившийся. Например, остановка второго конвейера приводит к отключению реле скорости КV2 и размыканию его контакта КV2.2 в цепи питания контактора КМ3, что приводит к остановке третьего конвейера. Первый конвейер, который находится после второго по направлению потока груза, остается работающим.
Для автоматизированного управления конвейерными линиями в настоящее время применяется различная комплектная аппаратура. В качестве примера можно привести комплекс АУК.1М, который предназначен для автоматизированного управления и контроля работы стационарными и полустационарными неразветвленными конвейерными линиями, состоящими из ленточных и скребовых конвейеров. Комплекс может применяться также для управления разветвленными конвейерными линиями, состоящими из двух-трех ответвлений, каждое из которых управляется как самостоятельная неразветвленная линия. Количество конвейеров в линии одного направления должно быть не более 10.
Перспективным направлением в области автоматизации конвейерного транспорта является использование микропроцессорной техники. Микропроцессорная техника позволяет уменьшить объем и массу аппаратуры управления, расширить объем решаемых задач управления, обеспечить контроль технического состояния различных узлов конвейерной установки и системы управления. Наиболее эффективно применение микропроцессорной техники на крупных разветвленных конвейерных линиях с большим количеством маршрутов и конвейеров. В этом случае микроЭВМ, получая информацию о количестве вырабатываемой горной массы, может выдавать команды на изменение скорости движения ленты каждого конвейера и маршрутов, обеспечивая равномерную загрузку магистральных конвейеров большой мощности. Одновременно микроЭВМ, получая информацию от соответствующих датчиков, своевременно определяет причину и место аварийной ситуации и передает сообщение об этом диспетчеру.