Винтовые фрикционные муфтовые пресса
|
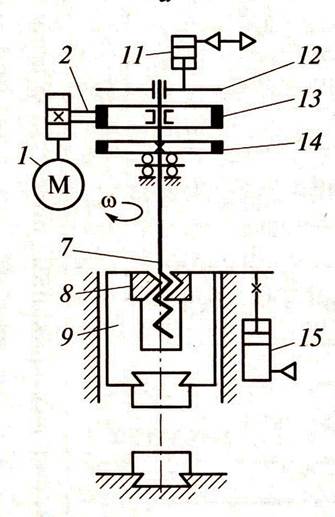
| Рис. 1 Принципиальная схема винтового фрикционного муфтового пресса: 1 — электродвигатель; 2 — ременная передача; 7 — винт; 8 — гайка; 9 — ползун; 11 — механизм включения и выключения; 12 — муфта; 13 — главный маховик; 14 — вспомогательный маховик; 15 — цилиндр для возвратного хода; ω, v — угловая и линейная скорость; |
В конструкциях винтовых муфтовых прессов главный ведущий маховик 13 (рис. 1), предназначенный для накопления кинетической энергии, вращается постоянно (как в кривошипных прессах). При включении механизма 11 он соединяется фрикционной муфтой 12 с ведомым диском и вспомогательным маховиком 14, который скреплен с винтом 7, для разгона рабочих частей пресса вниз. Механизм 11 должен отключить муфту и маховик 13 во время рабочего хода так, чтобы использовать для деформирования часть кинетической энергии маховика 13, а ведомый диск совместно с винтом, гайкой и ползуном завершают работу деформирования поковки. Для возвратного хода ползуна применяют пневматические или гидравлические цилиндры 15.

|
| Рис. 2 Структурная и расчетная схема винтового муфтового пресса: 1 — станина; 2 — ползун; 3 — винт; 4 — возвратный цилиндр; 5 — гайка; 6 — вспомогательный маховик; 7 — главный маховик; 8 — электродвигатель; 9 — механизм включения муфты; 10 — золотник управления; р1 S1, и р2, S2 — давления жидкости и площади цилиндров; ω1, ω2— угловые скорости главного и вспомогательного маховиков; jм — момент инерции главного маховика |
Конструктивные особенности. Особенностью конструкций винтовых прессов с муфтовым приводом (рис..2) является применение маховика 7 с вертикальной осью вращения, который посредством клиноременной передачи приводится электродвигателем привода 8 и служит источником кинетической энергии так же, как в кривошипном прессе. Винт 3 с несамотормозящей резьбой может вращаться в опорах станины 1 и перемещать ползун 2 пресса с закрепленной в нем гайкой 5. В верхней части винт жестко скреплен с ведомым диском — вспомогательным маховиком 6 муфты, который может соединяться с главным маховиком для движения ползуна вниз и (в отличие от кривошипного пресса) отключаться от него во время рабочего хода ползуна посредством фрикционной дисковой муфты с пневматическим, гидравлическим или электромеханическим механизмом включения 9. Возвратный ход ползуна осуществляется гидравлическими или пневматическими цилиндрами 4, управляемыми золотником 10 и воздействующими на ползун 2

| 
|
| Рис. 3 Схема конструкции винтового муфтового пресса: 1 — станина; 2 — ползун; 3 — винт; 4 — гидроцилиндр возвратного хода; 5 — гайка; 6 — подпятник; 7 — ведомый диск муфты; 8 — маховик; 9 — цилиндр управления муфтой; 10 — поршень муфты |
Конструкции винтовых муфтовых прессов
Промышленное изготовление винтовых муфтовых прессов с вращательным движением винта осуществлено фирмами Berenberg, Simpelkamp и другими (Германия) в 1980-х гг. Эти прессы нашли применение для точной горячей объемной штамповки на многих предприятиях в европейских странах. Прессы модели SPK Hasenclever (Германия) изготавливают с номинальной силой 4... 100 МН и максимальной допустимой силой 5... 125 МН (средний диаметр винта 180...900 мм соответственно). Эффективная энергия, рассчитанная при номинальном скольжении электродвигателя 15 %, составляет ряд 35...4500 кДж при мощности электродвигателя привода 18...450 кВт. Максимальная скорость ползуна для всех моделей 0,53 м/с при быстроходности 5...25 мин-1 [57].
Наиболее крупный муфтовый винтовой пресс силой 310 МН изготовлен фирмой Muller-Weingarten (Германия) в 2006 г.
Схема конструкции винтового муфтового пресса приведена на рис. 3. При включении привода, электродвигатель посредством клиноременной передачи разгоняет главный маховик 8 до холостой угловой скорости. При подаче в цилиндр 9 сжатого воздуха или жидкости под давлением поршень 10 перемещается вниз и включает фрикционную муфту. После включения муфты вспомогательный маховик с винтом 3 разгоняется до скорости вращения маховика 8. Суммарный момент инерции вспомогательного маховика с винтом 3 и другими деталями (ведомый диск 7 муфты, ползун 2 с закрепленной в нем гайкой) значительно меньше момента инерции главного маховика 8. Разгон рабочих частей пресса до скорости 0,5...0,6 м/с, обеспечивающей кинетическую энергию, осуществляется в короткий промежуток времени на небольшой части полного хода ползуна, примерно (0,1... 0,15)v. На остальной части хода эта скорость сохраняется практически постоянной. Время рабочего хода измеряется десятыми долями секунды (0,1...0,15 с), что благоприятно для процессов горячей штамповки.
Во время деформирования поковки угловая скорость главного маховика уменьшается на величину скольжения электродвигателя (12... 15 %). В конце хода деформирования муфта должна отключить винт за время, на порядок короче времени рабочего хода (менее 0,01 с). Деформирование заготовки завершается кинетической энергией ползуна 2 с гайкой, винта 3 и ведомого диска муфты 7.
Процесс отключения муфты является наиболее важным в работе муфтового пресса, так как в случае несрабатывания механизма отключения возможна перегрузка пресса с максимальной силой, превышающей номинальную силу. В этом случае муфта может служить фрикционным предохранителем и снизить величину максимальной силы
Возвратный ход ползуна 2 в исходное положение производится двумя гидроцилиндрами 4. Скорость ползуна 2 при ходе вниз и вверх примерно одинакова и составляет около 0,5...0,6 м/с.