Устройство станка
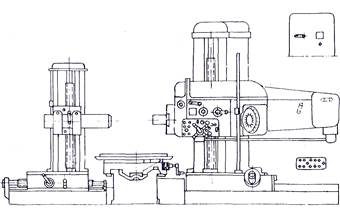
Рисунок 5 - Расположение органов управления станка
Расточной шпиндель и планшайба вращаются на точных подшипниках качении. Азотированный расточный шпиндель имеет высокую поверхностную твердость и длительно сохраняет свою точность. Шпиндель имеет верхний предел скорости вращения 950 об/мин. Переключение скоростей вращения производится посредством специального механизма с серводвигателем и автоматическим импульсным устройством (защищающим торцы зубьев колес от износа) с селективной установкой на выбранную скорость.
Привод встроенной планшайбы с радиальным суппортом может быть отключен при вращении расточного шпинделя во всем диапазоне скоростей, что повышает точность и важно с точки зрения техники безопасности.
Рабочие подачи и установочные перемещения стойки бабки шпинделя радиального суппорта и стола производятся от отдельных электродвигателей постоянного тока с широким диапазоном изменения скорости. Благодаря применению созданного на заводе типового электрического привода подачи с диапазоном скорости исполнительных двигателей 1:1800упрощена конструкция станков. Кинематические цепи станков короткие и простые без коробки подач и муфт переключения.
Каждый двигатель подачи имеет диапазон скорости достаточной для точных установочных движений, для рабочей подачи и для быстрых установочных перемещений. Динамическое быстродействие привода и жесткость цепей повышают точность установочных перемещений подвижных органов станка и позволяют осуществлять эти перемещения электромеханически от специального электрического оператора без ручных штурвалов.
Зажим и отжим подвижных рабочих органов станка автоматизирован, связан с выбором движения того или иного подвижного органа и производится без участи работающего. Конструкция зажимов обеспечивает прижатие направляющих к двум взаимно перпендикулярным плоскостям и исключает тем самым влияние зазоров в направляющих на точность установки.
Наблюдение за точностью поворота стола через каждые 90 градусов производится при помощи встроенного механизма с индикатором. Для отсчета поворота стола на любой угол имеется круговая шкала. Система управления станка сокращает вспомогательное время и не требует приложения со стороны работающего тяжелых, утомляющих усилий.
Управление всеми движениями станка осуществляется с центрального электрического пульта на шпиндельной бабке и дистанционно с дублирующего переносного пульта. Величина подачи может изменяться в процессе резания посредством электрического вариатора. Ручное управление перемещениями подвижных рабочих органов производится посредством специального электрического оператора, позволяющего менять скорость при перемещении, не отрывая руки. Осевая установка шпинделя может производиться также посредству вспомогательного штурвала. Для контроля положения оси люнета стойки при совмещении с осью шпинделя служит оптический прибор.
Принцип работы станка
Принцип действия станка заключается в следующем. Инструмент закрепляется в шпинделе или в суппорте планшайбы, он получает главное движение- вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение. Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Кинематика станка
Привод вращения выдвижного расточного шпинделя осуществляется от электродвигателя М1 переменного тока через зубчатые передачи коробки скоростей и шкивные пары.
Изменение скоростей вращения достигается путём переключения:
а) двойного блока зубчатых колёс Z=71, Z=58;
б) малого тройного блока зубчатых колёс Z=21, Z=29, Z=25;
в) большого тройного блока зубчатых колёс Z=31, Z=58, Z=22;
г) зубчатой муфты колеса Z=32.
При включении зубчатой пары Z=32, Z= 64 расточной шпиндель вращается в нижнем диапазоне скоростей от 7,5 до 375 об/мин.
При включении зубчатой муфты колеса Z=32 с муфтой колеса Z=48 шпиндель вращается (через зубчатую пару Z=48, Z=24 и пару шкивов) в верхнем диапазоне скоростей от 475 до 950 об/мин.
При включении зубчатой муфты колеса Z=18 вращение передаётся через зубчатые колеса Z=18, Z=72 на планшайбу.
Выдвижной расточный шпиндель имеет 22 скорости вращения от 7,5 до 950 об/мин.
Планшайба с радиальным суппортом имеет только 18 скоростей вращения от 3, 75 до 192 об/мин.
Изменение направления вращения шпинделя и планшайбы производится реверсированием главного электродвигателя.
Переключение зубчатых блоков коробки производится электродвигателем М2 через зубчатую пару Z=30; Z=130 и винтовую пару 7;8 специального электроселекторного механизма.
Главное движение – вращение шпинделя:

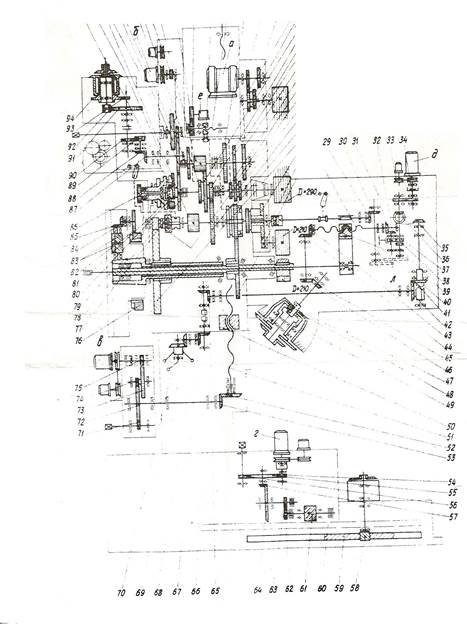
Рисунок 7 – Кинематика станка 2654
2. КИНЕМАТИЧЕСКИЙ РАСЧЕТ
2.1 Расчет количества зубьев и определение знаменателя геометрического ряда
2.1.1 Подобрать вариант расположения групповых передач по длине коробки
I ____________
II_________________
_______________________IV
_______________________III
V_______________________
_______VI
_______________________VII
Рисунок 6 - Расположение передач по длине коробки
Количество валов КС – 7
Количество групповых передач - 6
Количество частот вращения – 24
Z = 2*3*2*2 = 24
2.1.2 Определить основные параметры зубчатых колес
Таблица 1 - Основные параметры зубчатых колес
| Позиция зубчатых колес | Z1 | Z2 | Z3 | Z4 | Z5 | Z6 | Z7 | Z8 | Z9 | Z10 | Z11 | Z12 | Z13 | Z14 | Z15 | Z16 | |
| Число зубьев |
Продолжение таблицы – 1
| Позиция зубчатых колес | Z17 | Z18 | Z19 | Z20 |
| Число зубьев |
∑ ZI п.гр. = Z1+Z2 = Z3+Z4 = соnst;
∑ ZI п.гр. = 20+71 = 33+58 = 91;
∑ ZII п.гр. = Z5+Z6 = Z7+Z8 = Z9+Z10 = const;
∑ ZII п.гр. = 21+60 = 29+52 = 25+56 = 81;
∑ ZIII п гр. = Z11+Z12 = Z13+Z14 = const;
∑ ZIII п.гр. = 50+31 = 23+58 = 81
2.1.3 Определяем основные параметры зубчатых колес
Определяем передаточные отношения передач
Первая переборная группа:
i1 = Z1/Z2 = 20/71 = 0,28;
i2 = Z3/Z4 = 33/58 = 0,57.
Вторая переборная группа:
i3 = Z5/Z6 = 21/60 = 0,35;
i4 = Z7/Z8 = 29/52 = 0,56;
i5 = Z9/Z10 = 25/56 =0,45.
Третья переборная группа:
i6 = Z11/Z12 = 50/31 = 1,61;
i7 = Z13/Z14 = 23/58 = 0,4;
i8 = Z15/Z16 = 22/54 = 0,41.
Четвертая переборная группа:
i9 = Z17/Z18 = 32/64 = 0,5;
i10 = Z19/Z20 = 48/24 = 2.
Определяем передаточные отношение ременной передачи

2.1.4 Определяем минимальные и максимальные передаточные отношения для каждой группы
I – группа:
min = 0,28 = i1;
max = 0,57 = i2.
II – группа:
min = 0,35 = i3;
max = 0,56 = i4.
III – группа:
min = 0,4 = i7;
max = 1,61 = i6;
IV – группа:
min = 0,41 = i8
max = 2 = i11
2.1.5 Определяем минимальное и максимальное передаточные отношения для всех групп
imin кс (imin общ) = iI гр min ∙ iII гр min ∙ iIII гр min ∙ iIV гр min =
= 0,28 ∙ 0,35 ∙ 0,4 ∙ 0,41∙ 0,5 = 0,0078.
imax кс (imax общ) = iI гр max ∙ iII гр max ∙ iIII гр max ∙ iIV гр max =
= 0,57 ∙ 0,56 ∙ 1,61 ∙ 2 = 1.
Определяем передаточное отношение ременной передачи:
Iрем = D1/D2 ∙ 0,985 = 190/290 ∙ 0,985 = 0,65.
2.1.6 Определяем минимальную и максимальную частоту вращения шпинделя


2.1.7 Определяем знаменатель геометрической прогрессии
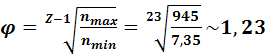
Принимаем 
2.2 Расчет частот вращения каждой ступени
nmin = n1 = 8 мин-1
n2 = n1 φ = 8 ∙ 1,26 = 10,08;
n3 = n2 φ = 10,08 ∙ 1,26 = 12,7;
n4 = n3 φ = 12,7 ∙ 1,26 = 16;
n5 = n4 φ = 16 ∙ 1,26 = 20,16;
n6 = n5 φ = 20,16 ∙ 1,26 = 25,4;
n7 = n6 φ = 25,4 ∙ 1,26 = 32;
n8 = n7 φ = 32 ∙ 1,26 = 40,32;
n9 = n8 φ = 40,32 ∙ 1,26 = 50,8;
n10 = n9 φ = 50,8∙ 1,26 = 64;
n11 = n10 φ = 64 ∙ 1,26 = 80,64;
n12 = n11 φ = 80,64 ∙ 1,26 = 101,6;
n13 = n12 φ = 101,6 ∙ 1,26 =128;
n14 = n13 φ = 128 ∙ 1,26 = 161,28;
n15 = n14 φ = 161,28 ∙ 1,26 = 203,21;
n16 = n15 φ = 203,21 ∙ 1,26 = 256;
n17 = n16 φ = 256 ∙ 1,26 = 322,56;
n18 = n17 φ = 322,56 ∙ 1,26 = 406,43;
n19 = n18 φ = 406,43 ∙ 1,26 = 512,1;
n20 = n19 φ = 512,1 ∙ 1,26 = 645,25;
n21 = n20 φ = 645,25 ∙ 1,26 = 813;
n22 = n21 φ = 813 ∙ 1,26 = 1024,38 мин-1
Корректируем:
n1 = 8 мин-1 n10 = 63; n19 = 500;
n2 = 10; n11 = 80; n20 = 630;
n3 = 12,5; n12 = 100; n21 = 813;
n4 = 16; n13 = 125; n22 = 1000мин-1
n5 = 20; n14 = 160;
n6 = 25; n15 = 200;
n7 = 31,5; n16 = 250;
n8 = 40; n17 = 315;
n9 = 50; n18 = 400;
2.3 Выбор оптимального варианта структурной сетки
2.3.1 Записываем все возможные структурные формулы
0 I II III I II 0 III I II III 0 I III 0 II
1) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 2) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 3) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 4) 2 ∙ 3 ∙ 2 ∙ 2 = 24;
(1) (2) (6) (12) (2) (4) (1) (12) (2) (4) (12) (1) (2) (8) (1) (4)
I 0 III II III 0 I II II 0 III I 0 I III II
5) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 6) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 7) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 8) 2 ∙ 3 ∙ 2 ∙ 2 = 24;
(3) (1) (12) (6) (12) (1) (3) (6) (6) (1) (12) (3) (1) (2) (12) (6)
II I 0 III III II 0 I
9) 2 ∙ 3 ∙ 2 ∙ 2 = 24; 10) 2 ∙ 3 ∙ 2 ∙ 2 = 24.
(6) (2) (1) (12) (12) (4) (1) (2)
2.3.2 Построить структурные сетки в соответствии со структурными формулами
I II III IV V I II III IV V

O I II III I II O III
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(1)(2)(6)(12) (2)(4)(1)(12)
I II III IV V I II III IV V


I II III O I III O II
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(2)(4) (12)(1) (2)(8)(1)(4)
Рисунок 7 – Структурные сетки
II III IV V I II III IV V


I O III II III O I II
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(3)(1)(12)(6) (12)(1)(3)(6)
I II III IV V I II III IV V


II O III I O I III II
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(6)(1)(12)(3) (1)(2)(12)(6)
Продолжение рисунка 7
I II III IV V I II III IV V


II I O III III II O I
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(6)(2)(1)(12) (12)(4)(1)(2)
Продолжение рисунка 7
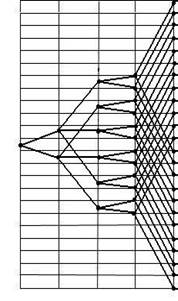
2.3.3 Построение графика частот вращения










I nэл. II III IV V VI VII
Рисунок 8 – График частот вращения
3 ТЕХНИКА БЕЗОПАСНОСТИ
3.1 Правила эксплуатации и технического обслуживания станка
При распаковке узлов станка необходимо следить за тем, чтобы не повредить части станка. При транспортировании распаркованных узлов станка подьемный крюк следует располагать приблизительно по линии. Проходящей через центр тяжести узла. В местах соприкосновения строп с частями станка необходимо прокладывать прокладки для того, чтобы стропой не помять кожухи, рукоятки или другие детали и не испортить окраску станка.

Рисунок 9 - Схема транспортировки шпиндельной бабки и передней стойки
Перед установкой и выверкой станка на фундаменте необходимо заправить станок смазочными материалами в соответствии со схемой смазки станка.
Должны быть смазаны также все направляющие, ходовые винты, зубчатые и винтовые рейки.
Установку и выверку станка в соответствии с актом приемки следует производить после полного затвердевания цементной подливки.
Ввиду того, что тяжелые стол и передняя стойка при перемещении вызывают контактные деформации, в результате появления которых происходит осадка станка, окончательную регулировку следует производить при перемещении стойки и стола. При этом должна быть обеспечена такая затяжка болтов, чтобы при перемещении тяжелых движущихся частей по станинам не наблюдалось бы осадки станин станка.
Фундамент для установки станка должен быть спроектирован на основании размеров, технических условий и схемы нагрузок. На фундаменте устанавливается станок, электрошкаф и агрегат электромашин. Станок имеет тяжелые подвижные части, поэтому масса и жесткость фундамента должны быть назначены настолько большими, чтобы обеспечить точность станка при любом положении тяжелых подвижных частей.
При недостаточном весе и жесткости фундамента, из-за упругой деформации грунта при перемещении стола с изделием или передней стойки, отдельные части станка могут менять свое относительное положение на недопустимо величины.
При перемещении стола с изделием и передней стойки поворот фундамента в вертикальных, продольной и поперечной плоскостях должен быть не более 0,01:1000 мм.
Высота фундамента должна быть назначена в зависимости от стойки и качества грунта. При хорошем плотном грунте высота фундамента должна быть не менее двух метров.
При наличии слабых прослоек (торф, плывун) следует увеличить высоту фундамента и принять другие специальные мери укрепления грунта сваями, расширение подошвы фундамента, уплотнения грунта. Рекомендуется изготовить фундамент из железобетона
Проверка жесткость фундамента должна производиться следующим методом.
На фундаменте станка (рисунок) рядом со станиной передней стойки в поперечном направлении, устанавливается линейка на двух опорах. На линейку устанавливается уровень (цена деления не более 0,02 мм на 1000 мм). Передней стойке сообщается перемещение на всю длину. Допуск в мм 0,01 на 1000.
Система планово-предупредительного ремонта (ппр) включает совокупность организационных и технических мероприятий предупредительного характера по техническому обслуживанию и ремонту изношенных деталей и узлов, проводимых по составленному плану для обеспечения работоспособности станков в течение всего срока службы.
Система ППР предусматривает проведения профилактических осмотров и плановых ремонтов (текущих, средних и капитальных) каждого агрегата после того, как он отработал определенное количество часов. Чередование и периодичность осмотров и плановых ремонтов оборудования определяются его назначением и условиями эксплуатации.
Рациональная организация технического обслуживания является не менее важным условием сокращения затрат и потерь основного производства и длительного сохранения работоспособности оборудования, чем повышение организационно-технического уровня и качества ремонта.
Смазка станка в основном осуществляется централизованно от отдельных масляных насосов. Для смазывания станочного оборудования повсеместно используются индустриальные масла серии ’’И’’ по ГОСТ 20199-75.
В случае заедания инструмента в заготовке или при проворачивании ее на столе вместе с инструментом немедленно остановить станок.
При перемещении шпиндельной бабки по траверсе радиально-сверлильного станка сильно не разгонять ее.
Не наклоняться близко к вращающемуся шпинделю для наблюдения за ходом обработки.
По возможности не применять при работе патроны и приспособления с выступающими частями. Если они есть, то необходимо их оградить.
После снятия со станка обработанной детали или приспособления вынуть все болты из пазов стола и убрать их в установленное место.
При снятии инструмента выбивать его только клином, специально предназначенным для этой цели и соответствующим по размерам конусу. Для выбивания применять латунные, медные или незакаленные стальные молотки, чтобы предотвратить образование осколков, которые могут нанести травму рабочему.
При транспортировании заготовок и обработанных деталей стропы следует размещать с учетом положения центра тяжести заготовок.
При пользовании стропом обращать внимание на находящееся на одном из его концов кольцо, где указана дата, до которой гарантируется прочность стропа. Использовать для транспортирования поврежденные стропы, а также проволоку или веревки запрещается.
Удалять стружку из обрабатываемого отверстия только после остановки шпинделя и отвода инструмента. Для удаления мелкой стружки из глухих отверстий и полых заготовок применять специальные магнитные стружко-удаляющие устройства. Использование сжатого воздуха для выдувания стружки запрещается.
После настройки радиально-сверлильного станка надежно зафиксировать его траверсу в требуемом положении. Установка и смена инструмента.
Установку инструментов производить при полном останове станка, остерегаясь порезов рук о режущие кромки. Следить за надежностью и прочностью его крепления, а также центровки. Смену инструмента без остановки станка производить только при наличии специального быстросменного патрона.
Жестко и прочно крепить режущий и вспомогательный инструмент. Следить за тем, чтобы хвостовики инструментов и оправок были тщательно пригнаны к конусу шпинделя. Перед установкой инструмента осмотреть и протереть посадочные поверхности, забоины на этих поверхностях не допускаются.
При закреплении в сверлильном патроне инструмента конец его хвостовика должен упираться в дно гнезда патрона.
При нарезании резьб метчиками, особенно в глухих отверстиях, необходимо инструмент крепить в предохранительном патроне.
Установка заготовок и зажимных приспособлений.
Перед установкой заготовки на станок проверить состояние базовых поверхностей. Надежно закрепить заготовку на станке независимо от ее размера и массы, при закреплении пользоваться только исправным инструментом.
При установке заготовки на набор мерных подкладок использовать возможно меньшее их число по высоте.
Крепление заготовки производить в местах, имеющих сплошные опоры; такое крепление исключает возможность деформации и срыва заготовки в процессе обработки.
В качестве крепежных элементов необходимо применять высокие гайки, опорная поверхность которых закалена. Гайки со смятыми поверхностями не применять.
Приемы работы на сверлильно-расточных станках.
Перед остановом станка обязательно отвести инструмент от обрабатываемой детали.
При затуплении инструмента, его поломке, а также при выкрашивании кромок у твердосплавных режущих пластин остановить станок и заменить инструмент.
При сверлении отверстий подачу врезания осуществлять вручную, а механическую подачу включать после полного входа в материал режущих кромок сверла.
Сверление глубоких отверстий выполнять в два приема: вначале отверстие сверлить на глубину 5-6 диаметров обычным сверлом, затем на заданную глубину - удлиненным.
При обработке глубоких отверстий периодически выводить режущий инструмент из отверстия и очищать его кисточкой или щеткой от стружки и производить подачу СОЖ.
При сверлении полых заготовок или заготовок, у которых поверхность на выходе сверла расположена под углом к оси его вращения, применять автоматическую подачу и использовать фигурные подкладки.
При обработке отверстий в тонких пластинах и полосах закреплять их в специальных приспособлениях.
Отказы при сверлении, зенкеровании, развертывании и способы их устранения.
Точность сверления не превышает 11-13-го квалитета, а шероховатость обработанной поверхности находится в пределах 6,3 — 12,5 мкм.
При наладке операции сверления необходимо обращать внимание на состояние режущего инструмента, надежное его крепление, своевременную смену и т.д.
Зенкерование применяют в основном для получистовой обработки просверленных, литых и кованных отверстий, изредка — для чистовой. Достигаемая при этом точность соответствует 9-12-му квалитету, а шероховатость поверхности — 3,2-6,3 мкм.
Зенкеры работают подобно сверлу при рассверливании отверстия. Поэтому многие причины отказов аналогичны причинам отказов при сверлении
Развертывание применяют для окончательной обработки отверстий с малой шероховатостью и высокой точностью, производят после предварительной обработки сверлом, зенкером или расточным резцом.
Шероховатость отверстий после развертывания равна 0,63-2,5 мкм, а точность достигает 7-8-го квалитета.
Для получения повышенной точности обработки припуск снимают последовательно несколькими развертками.
Причинами неполадок, как правило, являются нарушения технологии обработки, неудовлетворительная наладка станка, неправильная эксплуатация инструмента и т.д.
3.2 Техника безопасности
Основные правила безопасной эксплуатации металлообрабатывающих станков для рабочих всех профессий заключаются в следующем.
Общие требования перед началом работы.
1. Проверить, хорошо ли убрано рабочее место, и при наличии неполадок в работе станка в течение предыдущей смены ознакомиться с ними и с принятыми мерами по их устранению.
2. Привести в порядок рабочую одежду. Застегнуть рукава, убрать волосы под головной убор.
3. Проверить состояние решетки под ногами, ее устойчивость.
4. Проверить состояние ручного инструмента: ручки напильников и шаберов должны иметь металлические кольца, предохраняющие их от раскалывания; гаечные ключи должны быть исправными, и при закреплении болтов (гаек) размер их зева должен соответствовать размеру головки болта (гайки); не допускается применение прокладок и их удлинение с помощью труб.
5. Привести в порядок рабочее место: убрать все лишнее. подготовить и аккуратно разложить необходимые инструменты и приспособления так, чтобы было удобно и безопасно пользоваться ими (то, что надо брать левой рукой, должно находиться. слева, а то, что правой, - справа); уложить заготовки в предназначенную для них тару, а саму тару разместить так, чтобы было удобно брать заготовки и укладывать обработанные детали без лишних движений рук и корпуса.
6. При наличии местных грузоподъемных устройств проверить их состояние. Приспособления массой более 16 кг устанавливать на станок только с помощью этих устройств.
7. Проверить состояние станка: убедиться в надежности крепления стационарных ограждений, в исправности электропроводки, заземляющих (зануляющих) проводов, рукояток и махвичков управления станком.
8. Разместить шланги, проводящие СОЖ, электрические провода и другие коммуникации, так, чтобы была исключена возможность их соприкосновения с движущимися частями станка или вращающимся инструментом.Подключить станок к электросети, включить местное освещение и отрегулировать положение светильника так, чтобы рабочая зона была хорошо освещена и свет не слепил глаза.
9. На холостом ходу проверить исправность кнопок «Пуск» и «Стоп», действие и фиксацию рычагов и ручек включения режимов работы станка, системы принудительного смазывания, а также системы охлаждения. Далее произвести или проверить наладку станка в соответствии с технологической документацией.
10. Подготовить средства индивидуальной защиты, проверить их исправность.Для предупреждения кожных заболеваний при необходимости воспользоваться средствами дерматологической защиты.
11. О всех обнаруженных недостатках, не приступая к работе, сообщить мастеру.
Общие требования во время работы.
12. Масса и габаритные размеры обрабатываемых заготовок должны соответствовать паспортным данным станка.
13. При обработке заготовок массой более 16 кг устанавливать и снимать с помощью грузоподъемных устройств, причем не допускать превышения нагрузки, установленной для них. Для перемещения применять специальные строповочно-захватные приспособления. Освобождать обработанную деталь от них только после надежной укладки, а при установке—только после надежного закрепления на станке.
14. При необходимости пользоваться средствами индивидуальной защиты. Запрещается работать в рукавицах и перчатках, а также с забинтованными пальцами без резиновых напальчников, на станках с вращающимися обрабатываемыми заготовками или инструментами.
15. Перед каждым включением станка убедиться, что его пуск ни для кого не опасен; постоянно следить за надежностью крепления станочного приспособления, обрабатываемой заготовки, а также режущего инструмента.
16. При работе станка не переключать рукоятку режимов работы, измерений, регулировки и чистки. Не отвлекаться от наблюдения за ходом обработки самому и не отвлекать других.
17. Если в процессе обработки образуется отлетающая стружка, установить переносные экраны для защиты окружающих и при отсутствии на станке специальных защитных устройств надеть защитные очжи или предохранительный щиток из прозрачного материала. Следить за своевременным удалением стружки как со станка, так и с рабочего места, остерегаться наматывания стружки на заготовку или инструмент, не удалять стружку руками, а пользоваться для этого специальными устройствами; запрещается с этой целью обдувать сжатым воздухом обрабатываемую заготовку и части станка.
18. Правильно укладывать обработанные детали, не загромождать подходы к станку, периодически убирать стружку и следить за тем, чтобы пол не был залит охлаждающей жидкостью и маслом, обращая особое внимание на недопустимость попадания;их на решетку под ноги.
19. При использовании для привода станочных приспособлений сжатого воздуха следить за тем, чтобы отработанный воздух отводился в сторону от станочника.
20. Постоянно осуществлять контроль за устойчивостью отдельных деталей или штабелей деталей на местах складирования, а при размещении деталей в таре обеспечивать устойчивое положение их, а также самой тары. Высота штабелей не должна превышать для мелких деталей 0,5 м, для средних - 1м, для крупных - 1,5 м.
21. Обязательно выключать станок при уходе даже на короткое время, при перерывах в подаче электроэнергии или сжатого воздуха, при измерении обрабатываемой детали, а также при регулировке, уборке и смазывании станка.
22. При появлении запаха горящей электроизоляции или ощущения действия электрического тока при соприкосновении с металлическими частями станка немедленно остановить станок и вызвать мастера. Не открывать дверцы электрошкафов и не производить какую-либо регулировку электроаппаратуры.
Общие требования по окончании работы.
23. Выключить станок и привести в порядок рабочее место. Разложить режущий, вспомогательный и измерительный инструмент по местам хранения, предварительно протерев его.
24. Стружку смести в поддон или на совок щеткой; труднодоступные места очистить кистью или деревянной заостренной палочкой, обернутой ветошью. Во избежание несчастного случая и попадания стружки в механизмы запрещается для чистки станка использовать сжатый воздух.
25. Проверить качество уборки станка, выключить местное освещение и отключить станок от электросети.
26. О всех неполадках в работе станка, если они имели место на протяжении смены, сообщить сменщику или мастеру.
27. Осуществить санитарно-гигиенические мероприятия.
Кроме указанного, каждый станочник обязан: работать только на том станке, к эксплуатации которого он допущен, и выполнять ту работу, которая поручена ему администрацией цеха; без разрешения мастера не допускать к работе на станке других лиц; заметив нарушение правил по охране труда со стороны других станочников, предупредить их и потребовать соблюдения требований безопасности; в обязательном порядке требовать от администрации цеха проведения внепланового инструктажа при переводе на эксплуатацию станка другой модели или при привлечении к разовым работам, не входящим в круг обязанностей станочника; при всяком несчастном случае немедленно ставить в известность мастера и обращаться в медицинский пункт; уметь оказывать первую помощь пострадавшему, применять первичные средства пожаротушения и проводить работы по устранению последствий аварийных ситуаций или пожара.
ЗАКЛЮЧЕНИЕ
В процессе изучения горизонтально-расточного станка 2654 были рассмотрены его технологические возможности, технические характеристики, способы крепления заготовки и инструмента, устройство и принцип действия станка. А так же была рассмотрена кинематическая схема, где показаны главное движение, движение подачи, радиальное перемещение суппорта, продольное перемещение стола и другие.
В дальнейшем был расчет количества зубьев и определение знаменателя геометрического ряда, расчет частот вращения каждой ступени, выбор оптимального варианта структурной сетки и построение графика частот вращения.
Так же была изучена техника безопасности при работе на данном станке. Сюда входят правила эксплуатации и технического обслуживания станка, установка заготовок и зажимных приспособлений, приемы работы. И самое главное были изучены основные правила безопасной эксплуатации металлообрабатывающих станков для рабочих всех профессий.
ЛИТЕРАТУРА
1. Паспорт станка 2654.
2. Маеров А.Г. Устройство, основы конструирования и расчёт металлообрабатывающих станков и автоматических линий, М: Машиностроение, 1986 - 368с.
3. Мазов В.А. Охрана труда в машиностроении: Учебное пособие для средних профессиональных училищ, М: машиностроение 1983 - 160с.
4. Нефёдоров Н.А. Практическое обучение в машиностроительных техникумах, М: Машиностроение
5. Чернов И.А. Металлорежущие станки - 3-е издание, переработанное и дополненное, М: Машиностроение, 1978 - 2003 г.