ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Деталь 7519-3841034 –шестерня привода датчика спидометра изготавливается из углеродистой конструкционной стали 45.Эта сталь рекомендуется для деталей, работающих с общей повышенной прочностью, при средних скоростях и средних удельных давлениях. Из этой стали изготавливают всевозможные валы, втулки, зубчатые колеса и т.д.
Достоинством является то, что в малых сечениях после закалки достигается высокая твердость в поверхностном. В отожженом состоянии углеродистые стали имеют низкую твердость, в них легко при отжиге получается структура зернистого цемента.Флокеночувствительность – малочувствительна.
Недостатком является малая прокаливаемость, является трудносвариваемой, не склонна к отпускной хрупкости. Стали нетеплостойки, высокая твердость их сохраняется лишь до температур 250-200 ° С. Углеродистые стали имеют высокую чувствительность к перегреву вследствие растворения избыточных карбидов в аустените.
Таблица 2-Химический составстали 45 ГОСТ 1050-88,в процентах
| C | Si | Mn | S | P | Ni | Cr | Cu | As |
| не более | ||||||||
| 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,04 | 0,035 | 0,25 | 0,25 | 0,25 | 0,08 |
Таблица3-Физико-химический состав стали 45 ГОСТ 1050-88
| σТ,МПа | σВ,МПа |  ,% ,%
| ψ,% | αn,Дж/см 
| HB (не более) |
| не менее | |||||
где:σВ - предел прочности при растяжении
σТ - предел текучести
αn - ударная вязкость
ψ - относительное сужение сечения
HB - твёрдость по Бринеллю
- относительное удлинение образца при разрыве
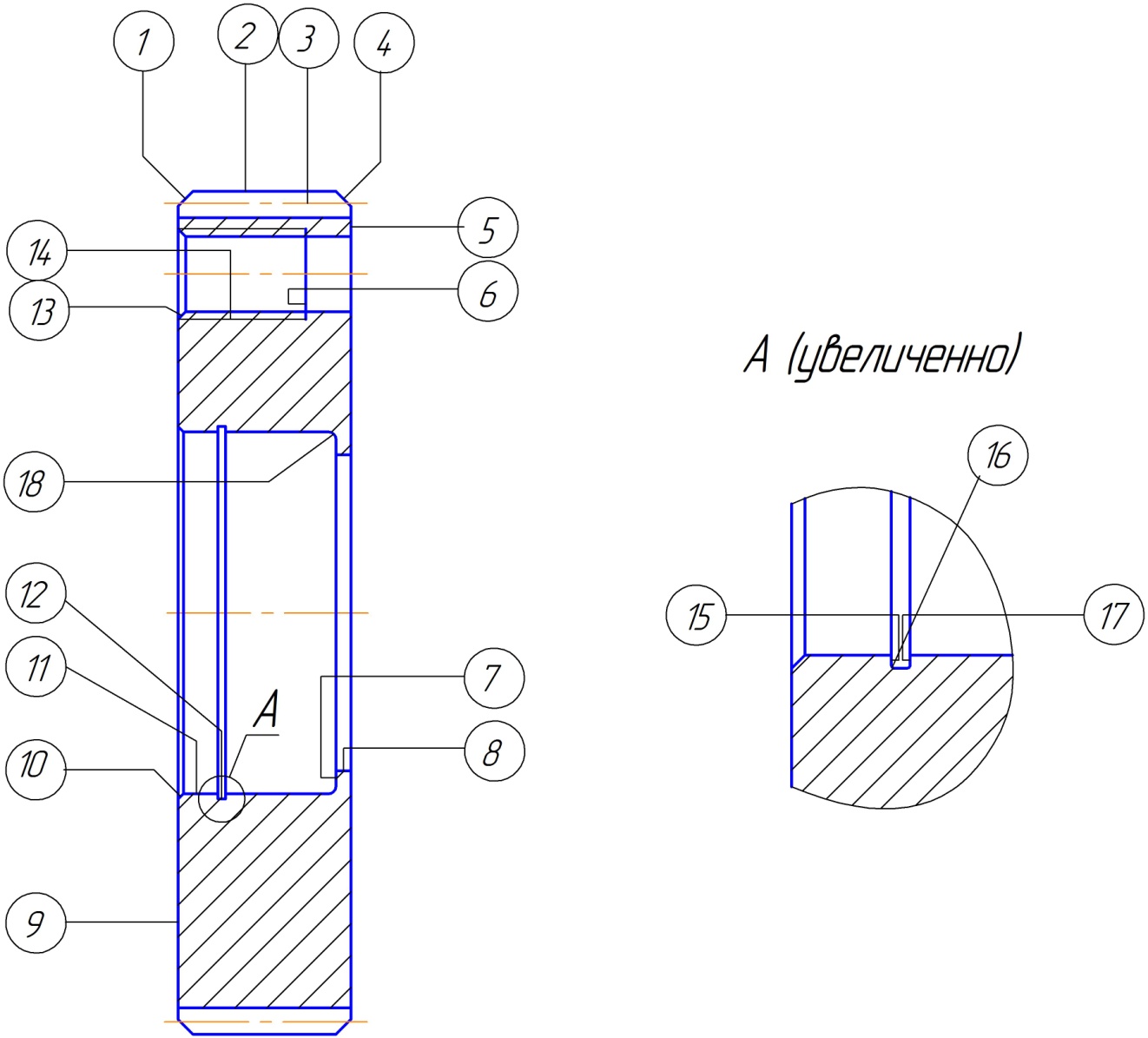
Рисунок 3 - Эскиз детали
Таблица4–Требования к детали по точности размеров, шероховатости поверхностей, допуском форм, расположения и суммарным допуском формыи расположения поверхностей.
| № по- верх- ности | Размер, характе-ризующий поверхность, мм | Точ-ностьразме-ров, ква-литет по ГОСТ 25347-82 | Шерохо-ватость поверх- ностиRa, мкм ГОСТ 2889-73 | Допуск формы поверхнос-ти | Допуск расположе-ния поверхности | Суммар- ный допуск формы и распо-ложе-нияповерх-ности | ||
| ГОСТ 2308-79 | ||||||||
| 1,4 | 2х45º | 12,5 | Допуск формы поверх-ностинаходится в пределах половины поля допуска на соответст-вующие размеры | Допуск располо-жения поверх-ности находится в пределах половины поля допуска на соответ-ствующие размеры | Допуск формы и расположе-ния поверх-ности находится в пределах половины поля допуска на соответст-вующие размеры | |||
Ø 
| 6,3 | |||||||
| 3 (110) |
| 1,6 | ||||||
| 5,9 | 23-0,52 | 12,5 | ||||||
| 18min | 12,5 | |||||||
20 
| 12,5 | |||||||
Ø 42 
| 12,5 | |||||||
| 1х45º | 12,5 | |||||||
| Ø 47+0,025 | 1,6 | |||||||
| Ø49,5+0,34 | 6,3 | |||||||
| 1х45º | 12,5 | |||||||
| М70-6Н | 6,3 | |||||||
| 15,7+0,12 | 3,2 | |||||||
| 16 (2) | R0,2 max | 3,2 | ||||||
| 1,9+0,25 | 3,2 | |||||||
| R1 max | 12.5 | |||||||
К детали предъявляются требования:
1. По твердости: НВ ≤ 217
2. По термообработке: деталь не проходит ТО
Качественный анализ детали на технологичность.
Деталь 7519-3841034 – шестерня привода датчика спидометра является телом вращения и относится к классу зубчатых колес. Она изготавливается из конструкционной углеродистой стали 45 ГОСТ 1050-88. Сталь хорошо обрабатывается резанием. Материал детали выбран с учетом эксплутационных характеристик детали и стоимости самого материала. Деталь данного типа входит в перечень рекомендуемых изделий для данного материала. В качестве заготовки для данной детали используется горячекатаный прокат обычной точности по ГОСТ 2590-71. Данный вариант получения заготовки более эффективен, чем другие методы получения заготовок, т.к. является наиболее дешевым. Форма детали может быть получена на универсальном оборудовании с применением универсальных приспособлений, а также универсальных режущего и вспомогательного инструмента, также деталь имеет хорошие базовые поверхности для первоначальных операций. С точки зрения механической обработки деталь достаточно технологична. К детали, за исключение нескольких поверхностей, не предъявляются высокие требования по точности и шероховатости.
К технологичным моментам можно отнести:
- наличие заходной фаски в отверстии с резьбой
К нетехнологичным моментам можно отнести:
- наличие неунифицированных элементов (фаски, канавка);
- к внутреннему отверстию предъявляются повышенные требования по точности.
- наличие зубчатой поверхности
- перепад диаметров внутреннего отверстия
В целом детальтехнологична.
Определяем уровни технологичности:
1 По точности обработки:
 , [ 1 ]c.33
, [ 1 ]c.33
где,  и
и  - соответственно базовый и достигнутый коэффициент точности обработки.
- соответственно базовый и достигнутый коэффициент точности обработки.
 , [ 1 ] c.34
, [ 1 ] c.34
где  - средний квалитет точности размеров детали.
- средний квалитет точности размеров детали.
 , [ 1 ]c.33
, [ 1 ]c.33
где  - квалитет точности обработки i-ой поверхности;
- квалитет точности обработки i-ой поверхности;
 - число размеров соответствующего квалитета.
- число размеров соответствующего квалитета.
 .
.
Т.к. изменений в конструкцию деталей не вносим, то = .
 =
=  =0,9.
=0,9.
 =
=  =1,0.
=1,0.
2 По степени шероховатости поверхности:
 , [ 1 ]c.34
, [ 1 ]c.34
где:  и
и  - соответственно базовый и достигнутый коэффициентыобраба - тываемых поверхностей.
- соответственно базовый и достигнутый коэффициентыобраба - тываемых поверхностей.
 ,[ 1 ]c.34
,[ 1 ]c.34
где:  - средний параметр шероховатости поверхности детали.
- средний параметр шероховатости поверхности детали.
 , [ 1 ]c.34
, [ 1 ]c.34
где:  - параметр шероховатости i-ой поверхности;
- параметр шероховатости i-ой поверхности;
 - число поверхностей детали.
- число поверхностей детали.
 =2,61
=2,61
 .
.
Т.к. изменений в конструкцию деталей не вносим, то  =
=  , поэтому Куш=1.
, поэтому Куш=1.