Технология автоматического и автоматизированного наплавления.
Здравствуйте студенты группы ЭГС-19-1!
Задание: Вам необходимо самостоятельно изучить материал, выполнить задание.
Выполненную работу (ответы на вопросы) отправить отдельным файлом на электронную почту преподавателя.
Если такой возможности нет, выполненное задание предоставить в распечатанном (рукописном) виде после возобновления занятий.
Обратная связь: ihor_2611@mail.ru
Тема: Наплавка под флюсом
Цели:
Образовательная: сформировать у обучающихся прочные теоретические знания о наплавке под флюсом.
Воспитательная: воспитать у обучающихся: аккуратность и внимательность в работе,трудолюбие, бережное отношение к сварочному оборудованию и инструментам.
Развивающая:развивать навыки самостоятельной работы, самоконтроля, внимание.
Задачи: освоитьнаплавку под флюсом.
Литература:
1.Герасименко А.И. Основы электрогазосварки: учебное пособие/ А.И.Герасименко. - Изд. 8-е. – Ростов н/Д: Феникс, 2010. – 380.: ил. –(Начальное профессиональное образование).
2.Герасименко А.И. ЭЛЕКТРОСВАРЩИК: Учебное пособие для профессионально- технических училищ. – Изд 12-е, доп. и перераб./ А.И.Герасименко. – Ростов н/ Д: Феникс, 2011. – 407, [1] с. – (НПО).
3.И. И. Фрумин Автоматическая электродуговая наплавка. Харьков: Металлургиздат., 1961,- 421 с.
Ход урока:
1. Ознакомиться с изложенным материалом (лекцией).
2. Рассмотреть схему наплавки под флюсом.
3. Ответить на заданные вопросы.
Лекция:
Сущность процесса наплавки под флюсом, оборудование и материалы.
Отличительной особенностью процесса автоматической сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем зернистого сыпучего флюса. Под действием тепла дуги расплавляется основной металл детали, электродная проволока и часть флюса, непосредственно прилегающая к зоне наплавки. Электродная проволока подаётся вниз в зону наплавки со скоростью её плавления, плавится и переходит в пол в виде отдельных капель.
|
|
Расплавленный флюс образует плотную эластичную оболочку флюсо-газовый пузырь. Поверх этого пузыря находится слой жидкого шлака, (см. “Разрез горения дуги под флюсом”). Флюсово-газовый пузырь надёжно защищает расплавленный металл от вредного воздействия кислорода и азота в воздухе, а также предохраняет металл от разбрызгивания.
Во флюсово-газовом пузыре создаётся большое давление газов, которое оттесняет часть жидкого металла в сторону противоположную направлению наплавки. После остывания жидкого металла образуется наплавленный слой покрытый затвердевшей шлаковой коркой.
Шлаковая корка удаляется с поверхности наплавленного металла лёгкими ударами молотка или зубила в торец корки. При наплавке больших цилиндрических или конических изделий её удаляют специальным скребком.
Преимущество автоматической наплавки под слоем флюса по сравнению с ручной электродуговой наплавкой:
1. Автоматическая наплавка повышает производительность труда на сварочно-наплавочных работах в 6-7 раз.
2. В результате рационального использования тепла дуги уменьшается расход электроэнергии. При ручной сварке на 1 кг наплавленного металла расходуется 6-7 квт-ч электроэнергии, а при автоматической – 3,5 квт-ч.
|
|
3. Потери электродного материала в виде огарков на разбрызгивании и угар при ручной наплавке составляет 20-30%, а при автоматической наплавке под флюсом не более 2-4%.
4. При автоматической наплавке качество наплавленного слоя не зависит от квалификаций сварщика, в то время как при ручной наплавке качество слоя в значительной степени определяется квалификацией рабочего.
Высокая производительность труда при автоматической наплавке под слоем флюса объясняется тем, что допускается большие плотности тока (150-200) без опасности разогрева электрода, т. к ток подводится через контакт на небольшом расстоянии от конца электрода.
Автоматическая наплавка нашла широкое применение при восстановлении деталей тракторов и с.-х. машин (катки, оси, колёса). Восстановить детали менее 50 мм наплавкой под флюсом не рационально т. к. сыпучий флюс не будет удерживаться на поверхности детали. Кроме того, детали будут подвергаться чрезмерному нагреву, при котором увеличивается коробление и появляется опасность их прожога. Такие детали лучше восстанавливать вибродуговой наплавкой с применением порошковой проволоки.
На плакате (лаборатория ремонта машин) приведена схема установки для наплавки цилиндрических деталей. Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций. Основные части наплавочной головки - механизм подачи проволоки с редуктором для изменения скорости её подачи, бункер для флюса с флюсопроводом и специальный мундштук для проволоки. Наплавочную головку укрепляют изолированно на суппорте токарного станка, снабжённого редуктором для изменения часты вращения детали под от 0,29 до 4 об/мин. Электродная проволока сматывается с кассеты, а флюс под действием собственного веса подаётся на бункера. Для питания дуги используется источник постоянного тока. Переменным током пользуются сравнительно редко. При колебаниях напряжения переменного тока в сети дуга менее устойчива, вследствие чего получается неровный наплавленный слой. ”Минус” источника тока соединяется с массой станка, “плюс” с электродной проволокой. Для автоматического управления процессом (подача проволоки, включения станка и источника тока) предназначен аппаратный ящик.
|
|
Ток поступает к детали через медно – графитные щётки и кольцевую медную шину, закреплённую на патроне станка. Метал наплавляют при продольном перемещении суппорта с наплавочной головкой.
Станки
Для наплавки цилиндрических деталей используются токарные станки. Тип токарного станка определяется исходя из размеров восстанавливаемой детали, (высота центров станка, расстояние от патрона задней бабки). Для наплавки можно использовать изношенные останки, т. е. высокой точности от них не требуется. Число оборотов станка должно регулироваться в диапазоне 0,5 до 5 об/мин. Большинство токарных станков имеет минимальное число оборотов 10-20 об/мин. Поэтому для снижения числа оборотов установка оборудуется редуктором.
Наплавочные автоматы
Для наплавки деталей применяются наплавочные автоматы А-384Н, А-384 и др. Основные части наплавочной головки – механизм подачи проволоки с редуктором для изменения скорости её подачи, бункер для флюса с флюсопроводом и специальный мундштук для проволоки.
Наплавка под слоем флюса хорошо защищает расплавленный металл от вредного воздействия воздуха, по сравнению с ручной электродуговой сваркой облегчаются условия и повышается производительность труда. Кроме того, есть возможность улучшить качество наплавленного металла за счет легирования флюса.
Рис. Наплавка под слоем флюса. 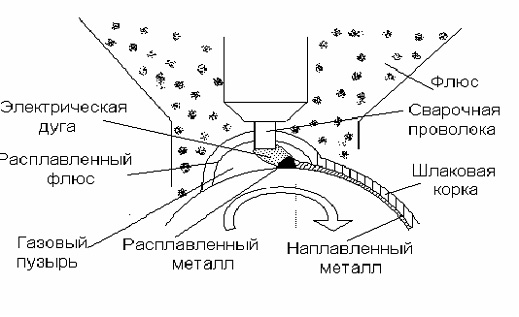
Электрическая дуга горит под слоем гранулированного флюса в газовом пузыре, избыточное давление в котором надежно предохраняет металл от отрицательных воздействий воздуха (давление в газовом пузыре чуть выше атмосферного, за счет этого образуется свод расплавленного флюса и воздух не попадает к сварочной ванне). Кроме того, флюсовая оболочка не дает разбрызгиваться металлу электрода и позволяет лучше использовать тепло.
Наплавка под слоем флюса очень производительна по двум причинам:
1. Сварочный ток (150-200 А/ мм2 на единицу площади проволоки) из-за небольшого вылета электрода в 7-8 раз превышает значения тока при ручной электродуговой сварке.
2. Коэффициент наплавки в 1,5-2 раза выше чем при ручной электродуговой сварке, т. к. флюс и расплавленный шлак снижают потери тепла и металла на разбрызгивание и угар (не превышают 2% от массы расплавленной проволоки).
В качестве электрода используют голую сварочную проволоку диаметром от 1 до 6 мм. Подачу проволоки (100-300 м/час) регулируют с помощью специального устройства.
По способу приготовления флюсы делятся на плавленые и неплавленые или керамические.
Плавленые флюсы получают сплавлением силикатов в печах и размельчением, они имеют стеклообразный вид. Эти флюсы сами не участвуют в формировании химического состава расплавленного металла, а только предохраняют его от воздуха. Наиболее распространен и дает хорошие результаты флюс АН-348А. Однако, при использовании обычной сварочной проволоки типа Св-08, Св-10 получается малоуглеродистый слой наплавленного металла, имеющий низкую прочность и износостойкость. Введением в этот флюс (1 %)графита или феррохрома можно получить износостойкий слой.
Неплавленые флюсы (АНК–18, АНК-40, ЖСН-5,) это (аналогично обмазке электрода) механическая смесь легирующих, газо- и шлакообразующих, связывающих и раскисляющих компонентов, влияющих на протекание металлургического процесса. Эти флюсы дают очень высокое качество наплавки, но они относительно дорогие.
При наплавке под слоем флюса чаще всего используют обратную полярность: через медный мундштук плюс от источника тока подводится к проволоке, а минус через станину и токосъемник — к детали. Для увеличения производительности наплавки применяется многоэлектродная наплавка или наплавка ленточным электродом. В первом случае подаются через специальный мундштук или двумя полуавтоматами две проволоки. Ленточным электродом можно наплавлять слой металла шириной до 100 мм.
Домашнее задание:
1.Какие преимущество автоматической наплавки под слоем флюса по сравнению с ручной электродуговой наплавкой?
2. По способу приготовления флюсы делятся на?