Задание на урок 21.04.2020 г.
По дисциплине ОП.01 Основы инженерной графики.
Профессия: 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Группа: № 29 ЭГС
Преподаватели: Антропова Оксана Сергеевна, Столярова Светлана Нарцисовна
Готовые задания фотографировать и присылать по почте:
selena2374ox@mail.ru,
stolyarowa.swetla@yandeх.ru
Уроки 27-28 Тема: Виды стандартизованных способов сварки, классификация швов, структура обозначения неразъемных сварных соединений деталей, вспомогательные знаки.
Нужно хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи. Единая Система Конструкторской Документации (ЕСКД), в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.


Настало время рассмотреть все составные элементы, разбитые по квадратам:
1. вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
2. номер стандарта, соответственно которому здесь приводятся условные обозначения;
3. буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
4. метод выполнения сварочных работ соответственно стандарту;
5. тип конструктивного элемента и его размеры;
6. длина непрерывного участка;
7. символ, характеризующий тип соединения;
8. описание соединения при помощи вспомогательных знаков.
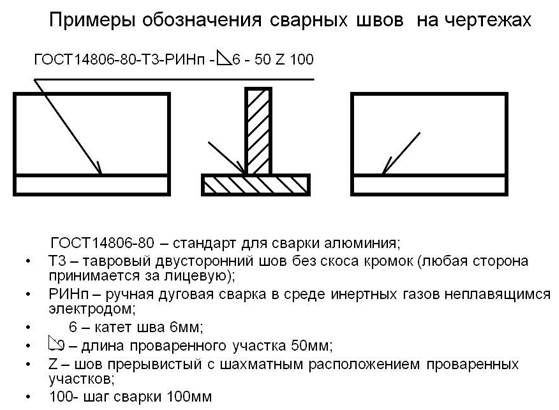
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
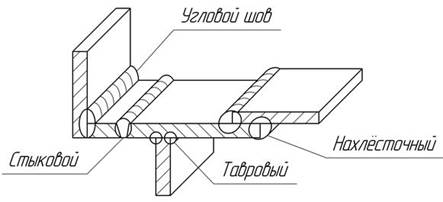
Виды сварочных швов
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80.
Есть такие виды сварочных соединений:
С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
С1 – С40 стыковые;
У1 – У10 угловые;
Н1 – Н2 нахлесточные;
Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
У1 – У10 угловые;
С1 – С27 стыковые;
Н1 – Н4 нахлесточные;
Т1 – Т10 тавровые.
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
Аф – тоже автоматическая. Но в этом случае на подушке;
ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
Виды дополнительных соединений:
SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Задание: в рабочей тетради выполнить расшифровку обозначения сварного шва
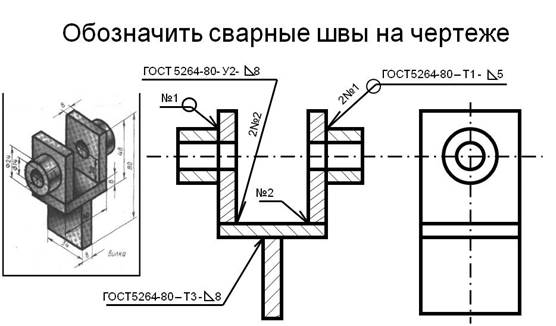
Образец выполнения задания