Резьба с прямоугольным (или квадратным) нестандартным профилем, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах (рисунок 11).
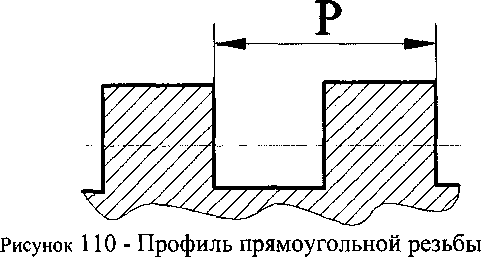
Рисунок 11. Профиль прямоугольной резьбы
Резьба круглая
Резьба с круглым профилем (ГОСТ 9484-81) (рисунок 12). Обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется для часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также для тонкостенных деталей с накатанной или штампованной резьбой, например, цоколь электролампы.
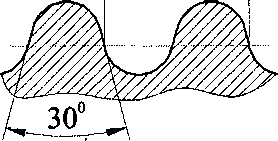
Рисунок 12. Профилькруглойрезьбы
Пример условного обозначения:
Rdl6 - круглая резьба с наружным диаметром 16 мм.
Если резьба круглая применяется в соединениях санитарно-технической арматуры, то обозначение будет следующим: Кр12х 2,54 ГОСТ 13536-68.
Эксплуатационное назначение резьбы s
Крепежная резьба обеспечивает полное и надежное соединение деталей при различных нагрузках и при различном температурном режиме. К этому типу относятся метрическая.
Крепежно-уплотнительная резьба предназначена для обеспечения плотности и непроницаемости резьбовых соединений (без учета ударных нагрузок). К этому типу относятся метрическая с мелким шагом, трубная цилиндрическая и коническая резьбы и коническая дюймовая резьба.
Ходовая резьба служит для преобразования вращательного движения в поступательное. Она воспринимает большие усилия при сравнительно малых скоростях движения. К этому типу относятся резьбы: трапецеидальная, упорная, прямоугольная, круглая.
Специальная резьба имеет специальное назначение и применяется в отдельных специализированных отраслях производства. К ним можно отнести следующие:
- метрическая тугая резьба - резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по наибольшим предельным размерам; предназначена для образования резьбовых соединений с натягом;
- метрическая резьба с зазорами - резьба с необходимая для обеспечения легкой свинчиваемости и развинчиваемости резьбовых соединений деталей, работающих при высоких температурах, когда создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта поверхность резьбы;
- часовая резьба (метрическая) - резьба, применяемая в часовой промышленности (диаметры от 0,25 до 0,9 мм);
- резьба для микроскопов - резьба, предназначена для соединения тубуса с объективом; имеет два размера: 1) дюймовая - диаметр 4/5 I (20,270 мм) и шаг 0,705 мм (36 ниток на II); 2) метрическая - диаметр 27 мм, шаг 0,75 мм;
- окулярная многозаходная резьба - рекомендуемая для оптических приборов; профиль резьбы - равнобочная трапеция с углом 60 °.
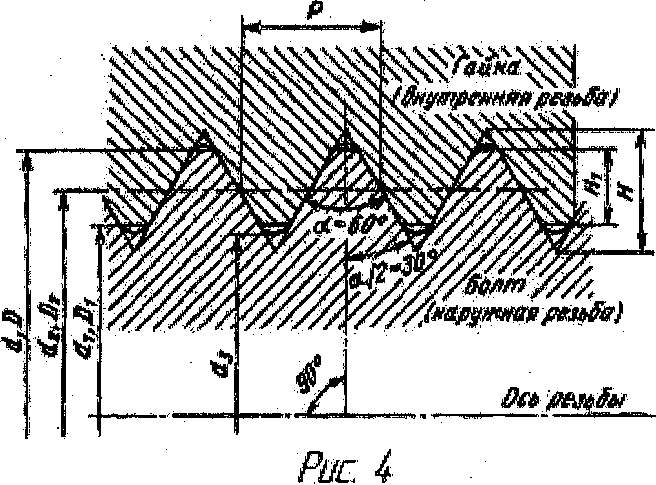
Основные геометрические параметры метрическойрезьбы
На рис.13 приведены основные геометрические параметры метрической
резьбы – основной для крепежных изделий:
- d– наружный диаметр наружной резьбы (номинальный диаметр резьбы);
- d1– внутренний диаметр наружной резьбы;
- d2 – средний диаметр (ширина впадины равна ширине выступа);
- d3– внутренний диаметр наружной резьбы по впадине;
- а– угол профиля;
- Р – шаг;
- Н– высота исходного треугольника: Н= 0,5Р^1з,
- H1– рабочая высота профиля: Hj = 5Н/8 = 0,541 Р\
- D, D1 и D2 – соответственно наружный, внутренний и средний диаметры
внутренней резьбы.
Ось резьбы — прямая» относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось, В промышленности, как правило, применяют стандартные профили резьбы.
Боковыми сторонами профиля называют прямолинейные участки профиля, принадлежащие винтовым поверхностям.
Участки профиля, соединяющие боковые стороны выступов или канавок, называют соответственно вершиной или впадиной профиля.
Из числа основных количественных параметров резьбы отметим: угол профиляα — угол между боковыми сторонами профиля; углы наклона боковых сторон профиляβ, γ — углы между боковыми сторонами профиля и перпендикуляром к оси резьбы; для резьб с симметричным профилем углы наклона равны половине угла профиля α/2; рабочая высота профит h — высота соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном к оси резьбы: длина свинчивания — длина соприкосновения винтовых поверхностей наружной и внутренней резьбы в осевом направлении.
Параметры, относящиеся только к цилиндрическим резьбам, следующие: высота исходного профиля Н — высота остроугольного профиля, полученного путем продолжения боковых сторон профиля до их пересечения (если профиль построен исходя из треугольника); высота профиля h 1; шаг резьбы р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; ход резьбы t — расстояние между ближайшими боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы; ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот; в однозаходных резьбах ход равен шагу, в многозаходных — произведению числа заходов п на шал t = р п; угол подъема резьбы ψ— угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и так поскольку угол подъема винтовой линии зависит от диаметра цилиндра (причем угол подъема больше на меньшем диаметре), то принято угол ψ подъема резьбы определять на среднем диаметре d2.: tg ψ = nP/(πd2), наружный диаметр резьбы d — диаметр воображаемого цилиндра. описанного вокруг вершин наружной резьбы или впадин внутренней резьбы; внутренний диаметр d1 — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы; средний диаметр резьбы d2 — диаметр воображаемого соосного с резьбой цилиндра, образующие которого пересекают профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Конкретные значения таких параметров, как форма профиля, наружный диаметр, шаг, направление винтовой поверхности (правая иди левая резьба), число заходов, отражают в условном буквенно-цифровом обозначении резьбы.
Резьба одного номинального диаметра может иметь разные шаги. Так, длярезьбы М64 крупный шаг - 6мм, мелкие шаги - 4; 3; 2; 1,5; 1мм. Меньшему шагу соответствует больший внутренний диаметр d2. Для крепежных деталейжелательно применять резьбы с крупным шагом.
Резьбы с мелким шагом меньше ослабляют деталь, их отличает повышенное самоторможение, так как при малом шаге угол подъема винтовой линии мал. Мелкие резьбы применяют в резьбовых соединениях, подверженных действию временных нагрузок (крепление колеса автомобиля, свечи зажигания ДВС), а также в тонкостенных и мелких деталях, регулировочных устройствах (точная механика, приборы).
Обычно применяют предварительно затянутые резьбовые соединения. Первоначальной затяжкой создают давление на стыке соединяемых деталей, что обеспечивает необходимую жесткость соединения и плотность стыка.
Все резьбы, используемые на практике, можно разделить на две группы:
- стандартные (все резьбы с установленными стандартами параметрами: профилем, шагом, диаметром и соотношениямимежду ними). Стандартные резьбы составляют основную массу применяемых резьб;
- нестандартные, или специальные, например прямоугольная и квадратная резьбы.