Цель: Сформировать умения разделки кромок под сварку.
Оборудование: ручные ножницы, тиски, ручная ножовка, круглогубцы, кусачки, трубы, труборезы, стальные листы.
Литература.
1.Лаврешин С.А. Производственное обучение газосварщиков. – М.: Издательский центр «Академия», 2018. – 192с.
2.Маслов Б.Г. Производство сварных конструкций. – М.: Издательский центр «Академия», 2018. – 288с.
3. Маслов В.И. Сварочное производство. – М.: Издательский центр «Академия», 2018. – 288с.
4. Овчинников В.В. Основы теории сварки и резки металлов. – М.: КНОРУС, 2018. - 248с.
Порядок выполнение работы.
1. Ознакомьтесь с краткими теоретическими сведениями.
2. Нарисуйте формы подготовки кромок под сварку.
3.Ответьте на контрольные вопросы:
1).Определение разделки кромок.
2).Виды разделки кромок.
3).Инструменты для разделки.
4. Сделайте вывод по работе.
Содержание отчета.
1.Тема.
2.Цель.
3.Оборудование.
4.Литература.
5. Рисунок «Формы подготовки кромок под сварку».
6.Ответы на контрольные вопросы.
7.Вывод.
Краткие теоретические сведения
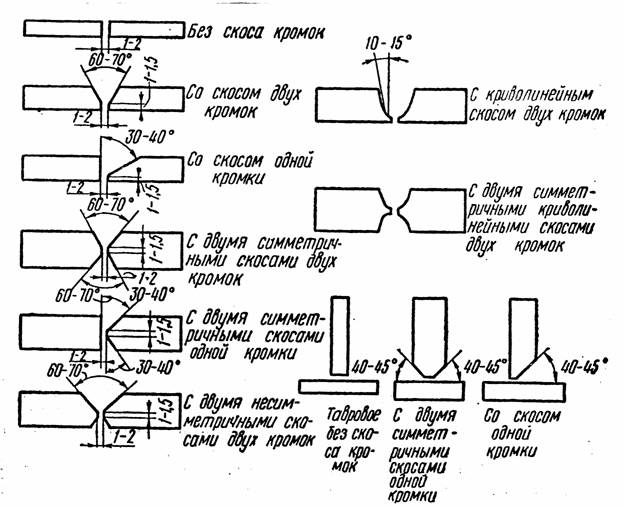
Различные виды подготовки кромок под сварку представлены на рис1.
Выбор формы подготовки кромок зависит от способа сварки, имеющегося сварочного оборудования и конкретных условий, при которых будет обеспечено необходимое качество шва при минимальном сечении разделки (ГОСТ 52640-69).
Под сварку кромки готовят с целью удаления наклепанного металла после резки на ножницах, недопустимого в ответственных металлоконструкциях; для образования фасок, имеющих сложную форму; для получения более точных размеров детали и для улучшения качества поверхности реза после ручной газовой резки у сталей повышенной прочности.
Способы подготовки кромок под сварку определяются толщиной и маркой свариваемых элементов конструкций, типом сварочного соединения, пространственным положением конструкции при сварке и принятым технологическим процессом сварки. При односторонней сварке металла толщиной до 3 —6 мм и при двухсторонней сварке толщиной до 8 мм соединение обычно выполняют без скоса кромок. Для сварки металла толщиной свыше 6 —8 мм стыковое соединение обычно выполняют с предварительной разделкой кромок. Основными видами разделки кромок являются: односторонняя разделка кромок (при сварке металла толщиной 6 —8 мм и более), двухсторонняя разделка кромок (при сварке металла толщиной более 12 мм).
Обработку кромок под сварку можно выполнять на кромкострогальных и торцефрезерных станках либо газовой резкой. Строгание кромок на специальных кромкострогальных станках, отличающихся от продольно - строгальных станков неподвижным стойлом, осуществляется одним или двумя резцами, расположенными на специальной каретке, перемещающейся в прямом и обратном направлении по направляющим станка. Строгание кромок после механической резки производят на глубину 2 —3 мм, а после газовой резки — не менее 4 мм.
В целях повышения производительности обрабатывать кромки у мелких заготовок типа диафрагм целесообразно на торцефрезерных станках пакетами по 10 —15 заготовок и более.
Использование газорезательных машин для резки заготовок с одновременным снятием фасок у них значительно сокращает механическую обработку фасок на кромках. Готовить кромки под парку на газорезательных машинах можно двумя или тремя резаками. Расстояния между резаками изменяются в зависимости от толщины разрезаемого металла, кроме того, угол наклона между резаками зависит от угла скоса кромок и величины притупления.
Рис.1. Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в - ширина шва, h - высота шва, К - катет шва
относятся угол разделки кромок α, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг в - ширина шва, h - высота шва, К - катет шва
в –ширина шва, h - высота шва, К - катет шва
друга б, зазор между стыкуемыми кромками а.
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим