МДК0201 Теплотехническое оборудование. Занятие №25.
Наиболее распространенным способом ускорения твердения изделий является тепловлажностная обработка. Сущность ее заключается в том, что с повышением температуры среды до 80...100°С скорость гидротации цемента значительно увеличивается, т.е. процесс твердения ускоряется, и изделие в более короткие сроки, чем при обычной температуре, приобретает механическую прочность, допускающую транспортирование и монтаж.
Наиболее широко используют установки периодического и непрерывного действия - ямные и туннельные камеры, автоклавы, камеры с обогревом в поле индукционного действия. Существуют установки, работающие при атмосферном давлении и выше атмосферного, обогреваемые паром и электроэнергией.
Режим тепловлажностной обработки определяют температурой, влажностью и давлением, поступающим на изделие в течение определенного времени и обуславливающим оптимальную скорость процесса. Весь цикл тепловлажностной обработки делят на три периода: подогрев до наибольшей температуры; выдержка при этой температуре (изотермическая выдержка) и охлаждение до температуры окружающей среды.
В качестве теплоносителя широко используют пар, паровую смесь, реже подогретый и увлажненный воздух.
На заводах железобетонных изделий используют следующие виды тепловлажностной обработки бетона: пропаривание при нормальном давлении и температуре 70-100°С, контактный обогрев при 100°С, запаривание в автоклавах при 174-190°С и давлении 0,8-1,2 МПа (изб.), электропрогрев и др. Наиболее распространено пропаривание изделий при нормальном давлении.
Пропаривают изделия в камерах непрерывного или периодического действия. Камера непрерывного действия представляет собой туннель, в который с одной стороны на вагонетках непрерывно поступают сформованные изделия, а с другой стороны выходят изделия с уже затвердевшим бетоном. В процессе движения по камере изделия проходят зоны подогрева, изотермического прогрева и охлаждения, В каждой зоне поддерживается требуемый температурно-влажностный режим. При этом за 8-14 ч бетон изделий приобретает прочность, равную примерно 70% марочной.
Чаще всего устраивают камеры периодического действия ямного типа — ямы с кирпичными или бетонными стенами. Сверху каждую камеру закрывают съемной крышкой, снабженной водяным затвором, препятствующим потере пара.
Сформованные изделия, находящиеся в формах или на поддонах, загружают в камеру при помощи крана в несколько рядов по высоте. Камеру закрывают крышкой и через трубы с отверстиями в нее подают пар. Температура в камере постоянно повышается до максимальной, а изделия прогреваются на всю толщину. Затем дают экзотермическую выдержку, после которой изделия постепенно охлаждают, Продолжительность пропаривания изделия в этом случае 12-16 ч.
В пропарочных полуавтоматических камерах ямного типа конструкции проф. Л. А. Семенова предусмотрена двухсторонняя подача пара. Сначала пар в течение 2-3 ч подают в камеру через нижние трубы, что обеспечивает предварительный прогрев изделий до 80-90°С. Затем пар начинают вдувать только через верхние трубы. Образовавшаяся ранее паровоздушная смесь отжимается вниз и удаляется из камеры через отводную трубу, а вся камера заполняется чистым паром с температурой 100°С. Изделия в среде чистого пара по всей высоте камеры нагреваются быстрее и равномернее. В данном случае продолжительность пропаривания сокращается до 8-10 ч.
При контактном обогреве изделия твердеют за счет теплоты, получаемой от нагреваемых поверхностей форм, например от стенок паровых отсеков кассет. Тонкостенные железобетонные изделия при контактном обогреве, не соприкасаясь с паром, быстро нагреваются до 100°С.
При запаривании изделие помещают в автоклав, представляющий собой стальной цилиндр диаметром 2—3,6м, длиной до 21 м со съемными крышками с обоих торцов. Внутри автоклава по всей его длине уложен узкоколейный путь, по которому продвигаются вагонетки с изделиями.
В автоклаве создают давление насыщенного пара 0,8-1,2 МПа (изб.), при этом температура запариваемых изделий повышается до 174-190°С. При запаривании в течение 8-10 ч получают изделия с высокой прочностью и долговечностью. Автоклавной обработке подвергают изделия, изготовленные на смешанном известково-песчаном и известково-шлаковом вяжущем, а также изделия, при изготовлении которых до 50% портландцемента было заменено молотым кварцевым песком. Широко используют также автоклавную обработку при производстве изделий из ячеистых бетонов. Среди других методов ускорения твердения бетона изделий следует назвать электропрогрев, прогрев инфракрасными лучами и др.
При использовании электроэнергии изделие нагревают путем непосредственного прохождения электрического тока через бетон (арматуру) или косвенным способом с помощью разного рода излучателей. Автоматизация тепловой обработки позволяет сократить ее продолжительность, уменьшить расход пара, увеличить пропускную способность установок, улучшить качество изделий и повысить культуру производства. Система автоматизации режимов тепловлажностной обработки с использованием электронных программных регуляторов температуры позволяет производить в установках контроль температуры, автоматическое ведение процесса тепловлажностной обработки по заданной программе, автоматическую вентиляцию камер.
Раньше всех на заводах сборного бетона и железобетона появились ямные и туннельные камеры периодического действия. Постепенно с развитием промышленности несовершенные камеры периодического действия утратили свое значение, и в промышленности остались только камеры ямного типа.
Простейшей и наиболее распространенной является пропарочная камера ямного типа. Эти камеры, которые называют просто ямными, применяют как на заводах, так и на полигонах. В зависимости от условий эксплуатации, уровня грунтовых вод камеру либо заглубляют в землю так, что бы ее края для удобства эксплуатации возвышались над полом цеха не более 0,6-0,7 м, или устанавливают на уровне пола. В этом случае для обслуживания устраивают специальные площадки.
Камеры имеют прямоугольную форму и изготавливают их из железобетона (Рис. 1),
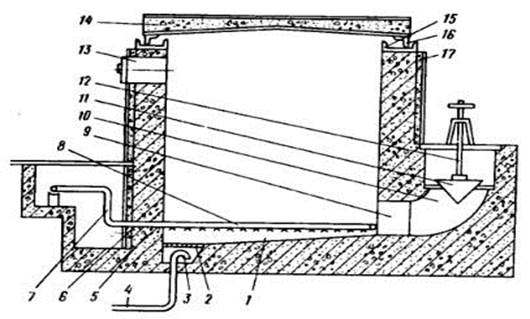
Рис. 1. Пропарочная камера ямного типа
Стены камеры снабжают теплоизоляцией 17 для снижения потерь теплоты в окружающую среду. Пол камеры 1 делают с уклоном для стока конденсата. В полу есть трап 2 для вывода конденсата. В приямнике трапа, куда стекает конденсат, делают конденсатоотводящее устройство 3, в качестве которого чаще всего ставят водоотделительную петлю. Назначение конденсато-отводящего устройства - выпускать конденсат в систему конденсатоотвода 4 и не пропускать пар. Стены камеры 5 имеют отверстие 6 для ввода пара, который подается вниз камеры по трубопроводу 7 от сети. Трубопровод заканчивается уложенным по периметру камеры трубами 8 с отверстиями - перфорациями, через которые пар поступает в камеру. Кроме отверстия для ввода пара в стенде камеры делают отверстие 9 для вентиляции в период охлаждения. Оно соединяется каналом 10 с вентилятором, который отбирает паровоздушную смесь из камеры. Для изоляции камеры во время подогрева и изотермической выдержки от системы вентиляции устраивают герметизирурующий конус 11, который с помощью червячного винта 12, снабженного маховиком, может подниматься и опускаться. При поднятом конусе происходит вентиляция, при опущенном - камера надежно изолирована, от этой системы. Кроме герметизирующего конуса в таких же целях могут применятся различные затворы.
В камеру с помощью направляющих, в качестве которых используют опорные стойки, краном загружают изделия в формах. Каждая форма от следующей изолируется прокладками из металла для того чтобы пар обогревал формы со всех сторон. Высота камеры достигает 2,5 - 3 м. Ширину и длину обычно выбирают с учетом размещения в ней двух штабелей изделий в формах. Между штабелями изделий и между штабелем и стенками камеры устраивают зазоры, чтобы обеспечить захват изделий автоматическими траверсами при загрузке и разгрузке камеры.
После загрузки камера закрывается крышкой 14, представляющей собой металлический каркас, заполненный теплоизоляционным материалом. Низ и верх крышки изолируют металлическим листом. Крышку так же, как и пол, делают с уклоном i = 0,005 - 0,01 для стока конденсата. Для герметизации крышки служит водяной затвор. Для этого на верхних обрезах стен камеры устанавливают швеллер 15, а крышку по ее периметру оборудуют уголком 16, который входит в швеллер. Швеллер заполняют водой, кроме того, конденсат с крышки так же стекает в швеллер. Образующийся таким образом в нет слой воды предотвращает выбивание пара в цех через соединения крышки с камерой.
Работа камеры заключается в следующем. После разгрузки ее чистят и проверяют. Проверяют работу вентилей подачи пара, надежно ли закрывается герметизирующий конус. После проверки камеру загружают изделиями, закрывают крышкой и включают подачу пара. Пар. поступая снизу в камеру, где находится воздух, поднимается вверх, смешивается с ним и нагревает, образуя паровоздушную смесь. Одновременно пар конденсируется на изделиях, стенах, крышке, нагревает их, а сам в виде конденсата стекает в конденсатоотборное устройство. Общее давление в камере Рк во все периоды ТВО равно атмосферному и складывается из парциального давления пара Рп' и парциального давления воздуха Рв':
Рк = Рп' + Рв'
По мере поступления пара степень нагрева камеры с материалом возрастает и достигает в конце периода прогрева максимального значения температуры. Пар в камеру подается под давлением 0,105 - 0,101 МПа. Максимальное парциальное давление пара в камере составляет:
Рк = Рп' - Рв' = 0,1 МПа - Рв'
Так как парциальное давление пара в камере Рп' всегда, даже в конечный момент нагрева, меньше атмосферного на парциальное давление воздуха Рп', то максимальная температура в камере всегда меньше 100 оС.
Далее изделия выдерживают в камере при достигнутой температуре, при этом, в материале продолжаются химические реакции и структуро-образование, а также снимается напряженное состояние. При изотермическом прогреве, как только температура в камере достигает максимальной. количество подаваемого пара снижают, ибо потребность в нем уменьшается. После изотермической выдержки начинают охлаждение. Для этого отключают подачу пара, поднимают конус и соединяют вентиляционный канал камеры с вентиляционной системой. Пар из камеры и с поверхности материала вместе с воздухом начинает удалятся в вентиляционную сеть, а крышка камеры начинает пропускать воздух из цеха благодаря испарению влаги из швеллера в камеру. Кроме того, в камерах, в стенке. противоположной каналу 10, выводящему паровоздушную смесь, иногда устраивают приточный затвор 13 для впуска воздуха в камеру во время охлаждения. Увеличивая или уменьшая отбор паровоздушной смеси через канал 10 изменяют темп охлаждения продукции.
Ямная камера работает по циклу порядка 12 - 15 часов. Он включает в себя время на загрузку, на разогрев изделий, на изотермическую выдержку и охлаждение, а так же на выгрузку материала.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемы другихямных пропарочных камер.
Срок выполнения 12.10.2020.