Влажно-тепловая обработка полочек и соединение с бортовой прокладкой
Для сутюживания 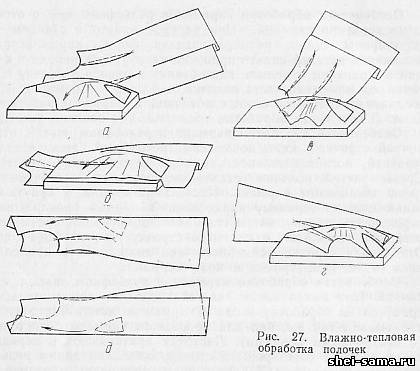 полочек и придания им выпуклой формы в области груди полочки обрабатывают с помощью утюга сложенными вместе лицевыми сторонами внутрь с уравниванием всех срезов или каждую отдельно (в зависимости от толщины ткани). При выполнении влажно-тепловой обработки используют следующие приемы (рис. 27).
полочек и придания им выпуклой формы в области груди полочки обрабатывают с помощью утюга сложенными вместе лицевыми сторонами внутрь с уравниванием всех срезов или каждую отдельно (в зависимости от толщины ткани). При выполнении влажно-тепловой обработки используют следующие приемы (рис. 27).
Сутюживание в области лацкана. Полочки раскладывают на утюжильной колодке лацканом к работающему, центр выпуклости груди должен совпадать с центром выпуклости колодки. Линия сгиба лацкана должна проходить параллельно прямому краю колодки, на котором располагают 1/3 плечевого среза от горловины. Слабину по срезу лацкана сутюживают. При этом утюг держат в правой руке, а пальцами левой руки, придерживая полочку, распределяют слабину ткани (рис. 27, а). Продолжением приема является сутюживание по срезу борта. Для этого полочки раскладывают бортовым срезом параллельно краю колодки и сутюживают их, выравнивая линию борта и создавая выпуклость в области живота (рис. 27, б).
Сутюживание в области горловины. Полочки раскладывают горловиной и плечевой частью к работающему, образовавшуюся слабину по горловине сутюживают, а плечевую часть приутюживают, ведя от плечевого среза в сторону выпуклости груди (рис. 27, в).
Сутюживание в области проймы. Полочки раскладывают на колодке проймой к работающему так, чтобы центр выпуклости груди совпал с центром выпуклости колодки, а плечевая часть располагалась на колодке. Образовавшуюся слабину по пройме сутюживают (рис. 27, г).
Затем все приёмы повторяют с левой полочкой.
Оформление выпуклости в области груди и приутюживание полочек. Полочки снимают с колодки и раскладывают на утюжильном столе вдоль его края бортовым срезом к работающему, боковую часть полочки левой рукой приподнимают, перегибая по центру выпуклости груди. В таком положении приутюживают созданную выпуклость и нижнюю часть полочки. Затем, не перемещая полочки, приподнимают ее бортовую часть, перегибая вдоль центра выпуклости груди, и приутюживают со стороны боковой части проймы, боковой части и низа полочки (рис. 27, д). Влажно-тепловую обработку продолжают, перевернув полочки. После каждого приема необходимо добиваться полного удаления влаги.
|
|
По мере приобретения знаний, умения и навыков влажно-тепловую обработку полочек можно выполнять теми же приемами на утюжильном столе без колодки. Для проверки правильности сутюживания полочки раскладывают на столе бортом к работающему и перегибают по линии полузаноса. При правильном сутюживании срез борта должен лежать параллельно линии полузаноса.
В массовом производстве одежды после обработки вытачек, карманов, различных отделочных швов, складок, соединения кокеток, подрезов полочки формуют (сутюживают) на прессе со специальными подушками с выпуклой верхней и вогнутой нижней поверхностями. В изделиях из тонких и средних тканей влажно-тепловую обработку правой и левой полочек производят одновременно, складывая их лицевыми сторонами внутрь, а в изделиях из толстых тканей - каждой полочки отдельно.
После влажно-тепловой обработки для предохранения срезов от растяжения и для сохранения формы по срезам горловины спинки, проймы и плечевому срезу прокладывают кромку или прокладки.
|
|
Соединение полочек с бортовой прокладкой
Полочку с бортовой прокладкой соединяют одним из следующих способов: ручными стежками, клеевым, на спецмашинах и на стачивающей машине.
Ручной способ соединения. Обработанную бортовую прокладку кладут на специальную колодку или на стол срезом борта к работающему. На бортовую прокладку накладывают полочку лицевой стороной вверх так, чтобы совпали центры выпуклости груди, уравнивают срезы полочки и бортовой прокладки. По срезу проймы и плечевым срезам бортовая прокладка должна выступать относительно срезов полочки на 0,5 см, а по лацкану - на 1,5 см.
Полочку наметывают до линии талии тремя строчками прямыми или косыми стежками длиной 2 - 3 см, а в нижней части - длиной 3 - 4 см. Наметывание начинают с правой полочки сверху вниз (рис. 28, а). Первая строчка 1 проходит на расстоянии 5 - 6 см от плечевого среза, рядом со швом вытачки на расстоянии 0,1 см от нее в сторону проймы и через центр выпуклости груди до уровня бокового кармана. Затем полочку отгибают и шов верхней вытачки прикрепляют к бортовой прокладке прямыми стежками длиной 0,7 - 1 см на расстоянии 0,1 см от шва стачивания вытачки (рис. 28, б); можно закрепить вытачку на стачивающей машине.
Вторую строчку 2 прокладывают, отступая от плечевого среза на 5 - 6 см и от среза горловины на 3 - 4 см, далее параллельно перегибу лацкана, отступая 1 - 1,5 см в сторону проймы, затем параллельно срезу борта, отступая от него на 3 - 4 см и не доходя до низа (до уровня низа пальто в готовом виде) на 4 - 5 см.
|
|
Третью строчку прокладывают, начиная от плечевого среза, отступая от него на 5 - 6 см, далее параллельно срезу проймы, отступая от него на 3 - 4 см, и параллельно внутреннему срезу бортовой прокладки на расстоянии 1 - 1,5 см внутрь полочки и не доходя до низа полочки на уровне конца первой строчки. Левую полочку наметывают снизу вверх, прокладывая строчки в том же направлении, что и на правой полочке, во избежание перекоса между строчками. При наметывании необходимо добиться плотного прилегания полочки к бортовой прокладке в области груди, для этого перед прокладыванием второй и третьей строчек проверяют степень прилегания, смещая лишнюю ткань от центра к срезам.
Соединение полочек с клеевой прокладочной тканью. При пошиве женских пальто и жакетов из тонких тканей полочки дублируют с клеевой прокладкой (рис. 28, в). Клеевую прокладочную ткань выкраивают по форме бортовой прокладки или несколько шире в нижней части, вырезая прокладку на участках вытачек, припусков на швы и на подгиб низа изделия. Полочки с клеевой прокладочной тканью соединяют с помощью утюга, а затем обрабатывают вытачки, карманы, рельефные швы и т. д. При этом способе бортовую прокладку не применяют, лацканы не выстегивают и не прокладывают по борту кромку.
В массовом производстве для соединения с клеевой прокладочной тканью полочки укладывают (левую и правую) на соответствующей подушке пресса, прокладку расправляют, раскладывают клеевой стороной детали на изнаночную сторону полочек и соединяют прессованием,'производя при этом одновременно формование полочек и бортовой прокладки. В изделиях с многослойной бортовой прокладкой производят сборку клеевых частей прокладки.
Соединение полочек с бортовой прокладкой на спецмашинах. На машине 63 кл. ПМЗ челночного стежка полочки на бортовую прокладку наметывают по лицевой стороне тремя строчками, как указано в ручном способе. На спецмашине цепного стежка полочки на бортовую прокладку наметывают со стороны бортовой прокладки так же тремя строчками, как указано выше.
Соединение полочек с бортовой прокладкой на стачивающей машине. Машинные строчки прокладывают по лицевой стороне, они проходят: по линии сгиба лацкана (на участке длиной 2/3 его длины от верхнего среза), параллельно срезу горловины, плечевому срезу, срезу проймы и срезу борта (от места расположения верхней петли до низа полочек) на расстоянии 0,5 см от этих срезов.
Данный способ применяют в массовом производстве одежды в тех случаях, когда бортовая прокладка входит в шов при стачивании плечевых срезов и при втачивании рукава в пройму. В изделиях с цельнокроеными подбортами вначале соединяют бортовую прокладку по срезу борта одной строчкой на расстоянии 1 - 2 см от линии сгиба лацкана на спецмашине 63 кл. ПМЗ со стороны бортовой прокладки. Затем бортовую прокладку соединяют на стачивающей машине, как описано выше.
Выстёгивание лацканов
В изделиях с отложными 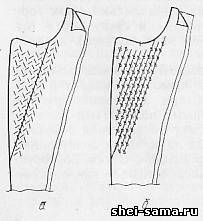 лацканами для придания им большей упругости и устойчивости, а также для лучшего прилегания к полочкам в готовых изделиях их выстёгивают со стороны бортовой прокладки. Уплотнение лацканов производят различными способами: ручным, на спецмашинах потайного стежка и клеевым. В изделиях с закрытой застёжкой лацканы не выстёгивают или закрепляют одной-двумя строчками.
лацканами для придания им большей упругости и устойчивости, а также для лучшего прилегания к полочкам в готовых изделиях их выстёгивают со стороны бортовой прокладки. Уплотнение лацканов производят различными способами: ручным, на спецмашинах потайного стежка и клеевым. В изделиях с закрытой застёжкой лацканы не выстёгивают или закрепляют одной-двумя строчками.
Перед выстёгиванием намечают линию перегиба лацкана со стороны бортовой прокладки. При ручном способе лацканы выстёгивают стёгальными косыми стежками длиной 1 - 1,5 см с расстоянием между строчками 0,3 - 0,5 см нитками №60, 80 в цвет основной ткани. При выстёгивании лацкана первые две строчки прокладывают параллельно перегибу лацкана на расстоянии 1,5 - 2 см в сторону проймы, без посадки бортовой прокладки (рис. 29, а).
При выполнении последующих строчек лацкан отгибают в сторону полочки для создания посадки бортовой прокладки и правильного расположения лацкана в готовом изделии. На правой полочке лацкан выстёгивают сверху вниз, на левой - снизу вверх. Строчки не должны доходить до срезов лацкана и уступов на 1,5 см. При выстёгивании лацканов на спецмашине 761 кл. ПМЗ (рис. 29, б) строчки располагают, как при ручном способе, на расстоянии 1,5 - 2 см друг от друга. После выстёгивания лацкана производят влажно-тепловую обработку для сутюживания посадки бортовой прокладки и уплотнения лацкана.
При клеевом способе уплотнения лацкан бортовой прокладки должен иметь клеевое покрытие. В этом случае соединяют лацкан бортовой прокладки с лацканом полочки с помощью утюга.
Чтобы в изделиях из тонких тканей строчки не были заметны с лицевой стороны, в лацканы полочек прокладывают дополнительную клеевую или неклеевую прокладку из хлопчатобумажной ткани или нетканого материала (флизелин или прокламилин).
Клеевую прокладку соединяют с лацканом с помощью утюга, неклеевую - на машине потайного стежка одной строчкой на расстоянии 1 - 2 см от внутреннего среза прокладки.
При выстёгивании лацкана необходимо следить, чтобы не возникали следующие дефекты, которые повлияют на качество обработки изделия: прокол материала стежками насквозь (стежки видны с лицевой стороны), затягивание стежков (с лицевой стороны видны углубления), незахват стежками основной ткани (нет плотного соединения основной ткани с бортовой прокладкой), большая посадка бортовой прокладки (после влажно-тепловой обработки на лацкане остаются утолщения), недостаточная посадка бортовой прокладки (лацкан не прилегает к полочке).