МЭ-32_ЭОПиГЗ_3 пара_2-50_
Тема 2.3.27. Выбор электрооборудования агрегатного станка
ЗАДАНИЕ:
1.Составить конспект.
ПРОЛОГ: Почему в кинотеатре свет гаснет постепенно? Электрик медленно-медленно вынимает вилку из розетки – (Не балуй с электричеством. Соблюдай технику безопасности!)
Электрооборудование агрегатных станков
Агрегатные — это специальные многоинструментальные станки, собираемые из стандартных узлов и агрегатов специального назначения.
К стандартным узлам относятся силовые (шпиндельные) головки, поворотные столы, станины, гидравлические устройства (гидроприводы, гидронасосы, гидропанели) и др. Предназначены для применения в крупносерийном и массовом производстве.
Выполняемые технологические операции: сверление, растачивание, резьбофрезерование и т.п. Изделия на таких станках обрабатываются одновременно несколькими инструментами как с одной, так и с нескольких сторон.
Поэтому агрегатные станки отличаются высокой производительностью, по сравнению с универсальными. Применение агрегатных станков на производстве позволяет при том же объеме продукции сократить число рабочих и производственные площади станочного парка.
В современных станках наибольшее распространение получили силовые головки с гидроприводом и делятся на самодействующие и несамодействующие. Самодействующие силовые головки имеют гидронасос и гидропанель, встроенными в головку и движущимися поступательно вместе с ней. Гидропанель представляет собой распределительное устройство системы гидравлики.
Резервуаром для масла является корпус головки, а привод шпинделей и насоса от одного электродвигателя.
Несамодействующие силовые головки применяются в агрегатных многопозиционных станках, имеющих несколько силовых головок. В этом случае система гидравлики выполнена централизованной.
Гидронасос и гидропанель установлены на станине (вне силовой головки) и приводятся в действие от отдельного электродвигателя, а главный привод вращает только шпиндели. Резервуар для масла тоже отдельный.
Централизованная система сокращает количество гидронасосов и приводов к ним, но усложняет систему трубопроводов.
Для нарезания резьбы на агрегатных станках применяют стандартные электромеханические резьбовые головки. Подача таких головок от винтового механизма, приводимого во вращение главным двигателем. В этом случае достигается наиболее точное согласование движений резания и подачи.
Реверсирование шпинделей и подачи осуществляется реверсированием двигателя. Циклограмма — это совокупность движений силовой головки от начала и до конца цикла.
За время цикла выполняются все технологические операции по обработке изделия. Наиболее распространенные циклы состоят из трех основных видов движений:
- быстрый подвод (БП), при котором силовая головка быстро подводится к детали, а затем скорость ее снижается до рабочей;
- рабочий проход (РП), при котором происходит обработка изделия на рабочей подаче;
- быстрый отвод (БО), при котором (по окончании обработки) головка быстро отводится в исходное положение.
Управление циклами производится автоматически в функции пути с помощью путевых выключателей, установленных на станине станка по ходу движения головки. Основным средством управления цикла является электроавтоматика, а циклы движений силовых головок возможны и другие.
Особенности электрооборудования агрегатных станков
Одной из главных особенностей агрегатных станков есть то, что детали могут обрабатываться не за один переход, а за несколько переходов, причем поверхности, подвергающиеся обработке, могут находиться в различных плоскостях. Агрегатные станки, как правило, компонуются по различным схемам. Они могут быть горизонтальными, вертикальными, вертикально-горизонтальными, с круговым движением.
Одним из важнейших узлов агрегатных станов есть силовая головка, которая предназначена для вращения рабочих шпинделей и продольной подачи инструмента. В зависимости от количества приводов различают самодействующие и не самодействующие силовые головки. В первых имеется встроенный привод для выполнения вращательных движений и движений для подачи инструмента. У вторых имеется только привод вращения шпинделей. В качестве приводов силовых головок обычно используют гидро- и пневмопривод, хотя часто применяют и электромеханические силовые головки.
На рис. 1 представлена электромеханическая самодействующая силовая головка и ее электрооборудование. От главного электродвигателя М1 через вал и зубчатые колеса движение передается шпиндельной коробке. С этого же вала через червячную передачу движение передается на другой вал с двумя электромагнитными муфтами 7 и 2, обеспечивающими различные скорости рабочей подачи с помощью ходового винта 3. При рабочей подаче привод ходового винта затормаживается электромагнитным тормозом 4. Головка может перемещаться и ускоренно, для чего служит реверсивный двигатель М2.
Технологические возможности агрегатных станков значительно расширяются с применением в них силовых одно- и многошпиндельных столов. Устанавливаемые на них бабки и коробки используются для фрезерных, расточных и сверлильных работ.
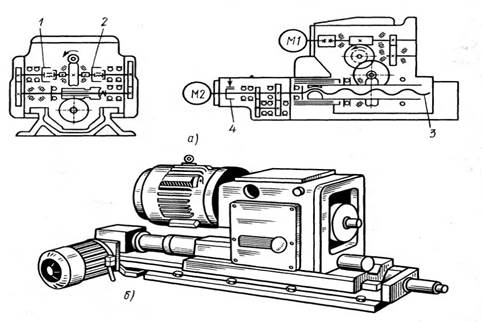
Рис. 1. Электромеханическая самодействующая силовая головка
где: а — схема, б — общий вид; М1, М2 — электродвигатели, 1,2 — электромагнитные муфты, 3 — ходовой винт, 4 — электромагнитный тормоз.
Электромеханический силовой стол (рис. 2) состоит из собственно силового стола 2 и электропривода подачи. Для управления движением стола служит блок упоров управления с контактами и бесконтактными датчиками положения 3, располагаемыми справа и слева от силового стола. Вращение винту перемещения стола передается от асинхронного электродвигателя через редуктор привода подачи. У привода подачи имеется пара электродвигателей, из которых привод меньшей мощности служит для рабочей подачи, а другой — для ускоренных вспомогательных перемещений.
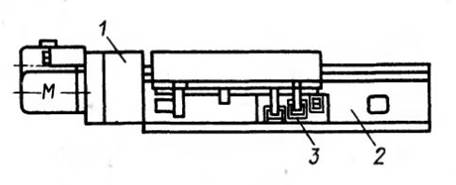
Рис. 2. Электромеханический силовой стол
где: 1 — привод подачи, 2 — силовой стол, — блок упоров управления и датчики положения стола.
Для автоматического сверления, зенкерования, растачивания, развертывания, фрезерования в заготовках типа корпусов, плит и панелей широко используют многоцелевые агрегатные станки с ЧПУ. Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по двум или трем координатам. Устройство ЧПУ обеспечивает работу станка в полностью автоматическом режиме, в том числе управляет сменой инструмента и выбором режимов резания. Для переналадки станка на обработку различных заготовок заменяют управляющую программу, а иногда и приспособления для установки заготовок