Содержание
Содержание. 2
Введение. 3
Задание. 5
Расчетно-технологическая карта. 6
Текст разработанной программы для обработки детали. 7
Список используемой литературы.. 8
Введение
Станок ВМ501ПМФ4 - многооперационный, 4-х координатный фрезерно-
сверлильно-расточной станок с ЧПУ, с горизонтальным шпинделем, поворотным столом и подвижным инструментальным магазином.
Координаты перемещения станка:
X - продольное перемещение стола;
Y- вертикальное перемещение суппорта;
Z- осевое (горизонтальное) перемещение шпинделя;
В - вращательное движение поворотного стола вокруг вертикальной оси.
Схема рабочей зоны станка и расположение станочной координатной схемы («О» станка) приведены на рис. 1.
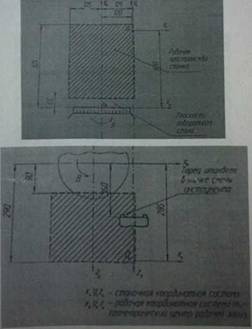
Рисунок 1. Схема рабочей зоны станка
Дискретность задания координатных перемещений - 1 мкм (X,Y,Z) и 0,001° (В). Дискретность задания подачи F-1 мм/мин.
Значение задания вращения шпинделя Sопределяется таблицей 1.
Таблица 1.
| Об/мин. |
Инструментальный магазин барабанного типа с горизонтальной осью вращения, параллельной оси шпинделя; емкость магазина - 20 позиций, каждая из которых снабжена пружинным захватом, удерживающим оправку с инструментом. Для смены инструмента шпиндель должен быть выведен в «точку смены инструмента» с координатами ХО Z-125.
В качестве исходных данных используется схема компоновки технологической системы, на которую указывается расположение заготовки или комплекта заготовок в рабочей зоне станка.
Таблица 2 - Технические характеристики станка.
| Класс точности станка по ГОСТ | 8-82 П | |
| Диаметр рабочей поверхности стола | 250 мм | |
| Расстояния между Т-образными пазами | 80-0,30 мм | |
| Ширина среднего Т-образного паза | 14Н8 мм | |
| Ширина остальных Т-образных пазов | 14Н12 мм | |
| Макс. программируемые перемещения, мм: | ||
| Продольное (ось координат Х) | ||
| Поперечное (ось координат Z) | ||
| Вертикальное (ось координат У) | ||
| Наименьшее расстояние от оси шпинделя до рабочей поверхности стола | 65 мм | |
| Макс. расстояние от оси шпинделя до рабочей поверхности стола | 305 мм | |
| Наименьшее расстояние от торца шпинделя до оси круглого стола | 90 мм | |
| Макс. расстояние от торца шпинделя до круглого стола | 290 мм | |
| Макс. расстояние от оси шпинделя до круглого стола | 125 мм | |
| Расстояние от торца инструмента в нулевом положении до оси круглого стола | 100 мм | |
| Расстояние от оси шпинделя до оси круглого стола в нулевом положении | 120 мм | |
| Количество частот вращения шпинделя | ||
| Количество инструментов в магазине | ||
| Макс. диаметр инструмента | 70 мм | |
| Макс. вылет инструмента от торца шпинделя | 150 мм | |
| Габариты | 2095х3000х2320 мм | |
| Масса (без приставного оборудования) | 1700 кг | |
| Масса с приставными устройствами | 2400 кг |
|
|
Задание
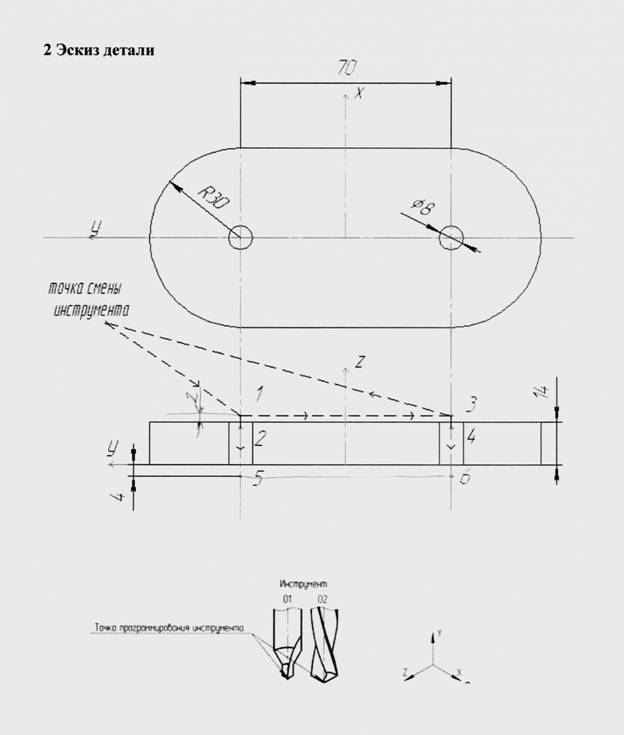 Написать программу сверления отверстий на заготовке.
Написать программу сверления отверстий на заготовке.
Расчетно-технологическая карта
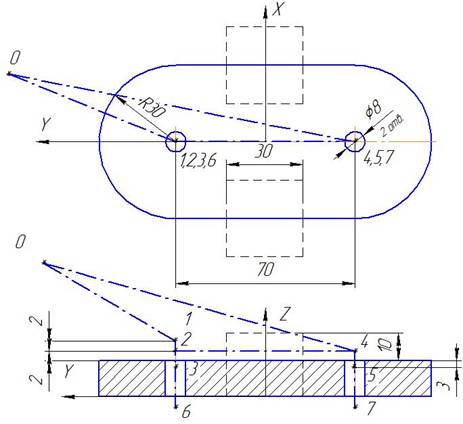
Центровка Т1:
0-1-2-3-2-4-5-4-0
Сверление Т2:
0-1-2-6-2-4-7-4-0
Таблица 3 – соответствие точек и координат
| N | X | Y | Z |
| -35 | |||
| -35 | |||
| -4 | |||
| -35 | -4 |
|
|
Текст разработанной программы для обработки детали
| Номер № | Обозначение | Пояснения |
| N1 | G97 G94 G90 | Настркоорд, подач, перемещ. |
| N10 | T1.1 M06 | т.0 |
| N20 | G00 X0. Y35. Z18. | т.1 |
| N30 | Z16. S710 M03 | т.2 |
| N40 | G01 Z11. F80 | т.3 |
| N50 | Z 16. | т.2 |
| N60 | G00 Y-35. | т.4 |
| N70 | G01 Z11. | т.5 |
| N80 | Z16. | т.4 |
| N90 | M05 T2.2 M06 | т.0 |
| N100 | G00 X0. Y35. Z18. S710 M03 | т.1 |
| N110 | Z16. F60 M8 | т.2 |
| N120 | G01 Z-4. | т.6 |
| N130 | Z 16. | т.2 |
| N140 | G00 Y-35. | т.4 |
| N150 | G01 Z-4. | т.7 |
| N160 | Z16. M9 | т.4 |
| N170 | G00 Z200. X150. M05 | т.0 |
| N180 | M02 | откл. |
Списокиспользуемой литературы
1. Серебреницкий П.П., Гжиров Р.И. Программирование обработки на станках с ЧПУ. – СПб.: Политехника, 200. – 588с.
2. Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления: Учеб.пособие. – М.: Логос, 2005. – 296 с.
3. Сосонкин В.Л., Мартинов Г.М. Программирование систем числового программного управления. – Логос: Университетская книга, 2008. – 344с.
4. Обработка деталей на станках с ЧПУ: учебное пособие/ Е.Э. Фельдштейн, М.А. Корниевич. 2-е изд., испр. – Мн.: Новое знание, 2006. – 287 с.
5. Андреев Г.И., Кряжев Д.Ю. Работа на станках с ЧПУ. Система ЧПУ FANUC / Работа на токарных станках с ЧПУ. Фрезерная обработка на станках с ЧПУ / СПб: ЗАО «Типография взлет», 2007. – 84 с.
6. www. bsystem.ru, stankoservis-m.ru.