Методика контроля геометрических параметров деталей.
Прочитать. Описать методы контроля параметров. К каждому методу приписать инструмент, используемый в данном методе.
Контроль геометрических параметров
Контроль заключается в сопоставлении действительных значений геометрических параметров со значениями, определяемыми техническими требованиями к изделию. Он осуществляется методом измерений, т.е. с выражением параметра в числовой форме, либо сравнением его с мерой или измерительными поверхностями приборов, настроенных но мере.
Объектами контроля являются: исходные материалы, заготовки, детали, сборочные единицы и готовые изделия на разных стадиях изготовления, приемки и испытания.
Контролируемые параметры:
· • линейные размеры – длины, высоты, глубины, зазоры, расстояния, диаметры и т.п.
· • угловые размеры – углы между плоскостями, осями, плоскостями и горизонтальной плоскостью, конусов и т.д.
· • геометрические параметры сложных поверхностей – расположение точек или участков относительно заданных баз и друг друга;
· • геометрические характеристики зубчатых и червячных зацеплений, резьбовых, шлицевых и шпоночных соединений;
· • отклонение формы и расположения поверхностей – от цилиндричности, плоскостности, параллельности, перпендикулярности и т.п.
Существуют следующие методы контроля геометрических параметров:
· • непосредственной оценки – значение параметра определяется непосредственно по отсчетному устройству прибора;
· • сравнения – значение размера определяется сравнением с величиной, воспроизводимой мерой;
· • контактный – проведение замеров концевыми и штриховыми мерами, калибрами, шаблонами, измерительными приборами с твердыми измерительными поверхностями;
|
|
· • бесконтактный – проведение контроля оптическими методами: фотометрией, дифракцией, интерферометрией, проекцией и т.п.; лазерными, голографическими, радиоволновыми, акустическими.
Значения геометрических параметров изделий задают при их проектировании, как правило, в числовой форме и проставляют на чертежах или хранят в кодированном виде в памяти ЭВМ.
В процессе изготовления изделий необходимо контролировать соответствие действительного значения этих параметров значениям, установленным в технической документации. Большинство геометрических параметров представляет собой числовые значения линейных и угловых величин или оценивается через них. Эти числовые значения называются размерами, а процесс их контроля – размерным контролем.
Таким образом, целью размерного контроля является сопоставление действительных геометрических параметров изделий, выраженных через размеры, со значениями этих параметров, которые определены при проектировании изделия.
Размерный контроль завершается определением годности изделия или выдачей сигнала управления, который используют для отбраковки или управления технологическим процессом.
Если в процессе контроля значение размера выражают в числовом виде, то сто называют измерением. Определение числового значения размера проводят с помощью мер и измерительных приборов.
Для измерений применяют концевые и штриховые меры.
Концевые меры выполнены в виде плоскопараллельных пластин, пластинок (для щупов), призматических тел (для угловых мер). Каждая такая мера соответствует одному определенному значению размера. На практике используют наборы мер, позволяющие составить любой линейный (рис. 19.2) или угловой размер (рис. 19.3).
|
|
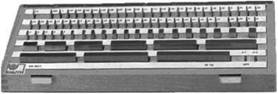
Рис. 19.2. Набор плоскопараллельных концевых мер длины

Рис. 19.3. Прецизионный блок угловых призм
Показанный на рис. 19.2 набор концевых мер предназначен для поверки средств измерения, контрольных калибров, настройки приборов измерения линейных размеров, а также для контрольно-поверочных работ в измерительных лабораториях. На рис. 19.4 показаны контрольно-измерительные пластины.

Рис. 19.4. Контрольно- измерительные пластины
Штриховые меры (линейки, рулетки, угломеры и др.) имеют шкалы с нанесенными на них делениями, соответствующими определенным единицам измерения (рис. 19.5).
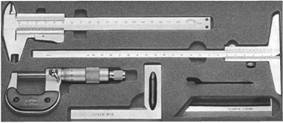
Рис. 19.5. Набор измерительных инструментов
Размер определяют совмещением измерительных поверхностей концевой меры с поверхностями изделия, составляющими контролируемый размер, или наложением штриховой меры на изделие. Специальные меры (калибры, шаблоны, угольники и др.) воспроизводят одно значение размеров или несколько и предназначены в основном для контроля годности изделия без определения численного значения размера. Чаще всего измерения осуществляют с помощью измерительных приборов.
Измерительные приборы – это средства измерения, предназначенные для выработки численного показания размера или сигнала измерительной информации, доступного для непосредственного восприятия наблюдателем. Поверхности, образующие размер, совмещают с измерительными поверхностями приборов или визирными марками окуляров. Перемещение измерительных поверхностей или марок в процессе совмещения скоординировано с относительным перемещением указателя и отчетной шкалы либо с перемещением активного элемента преобразователя (рис. 19.6). При этом если действительное значение размера считывается по шкале или на экране цифрового прибора (рис. 19.7), то измерение проводится по методу непосредственной оценки.
|
|

Рис. 19.6. Индикатор часового типа

Рис. 19.7. Цифровой индикаторный нутромер
Трехмерный индикатор положения, изображенный на рис. 19.8, предназначен для установки на станках, аппаратах, установках, например, для измерения глубины сверления, задания упоров, позиционирования крестовых столов, суппортов токарных станков. Индицирует положение по трем осям.

Рис. 19.8. Трехмерный индикатор положения
Измерительные поверхности приборов можно настраивать с помощью мер на определенный размер, с которым сравнивается контролируемый геометрический параметр. По этой схеме проводят контроль методом сравнения.
Существуют бесконтактные методы контроля, использующие регистрацию параметров оптического, радиоволнового и акустического излучений, реагирующих на расстояние между измеряемыми поверхностями (рис. 19.9). Преимущества бесконтактных методов: возможность проведения измерений непосредственно в процессе обработки, без внесений отрицательных возмущений в него, и управления качеством обработки; более высокая точность замеров.

Рис. 19.9. Бесконтактные измерения проецируемых контуров и измерения при различных увеличениях