Материальный баланс основных компонентов
Масса жидкого компонента шихты (8) для выплавки стали
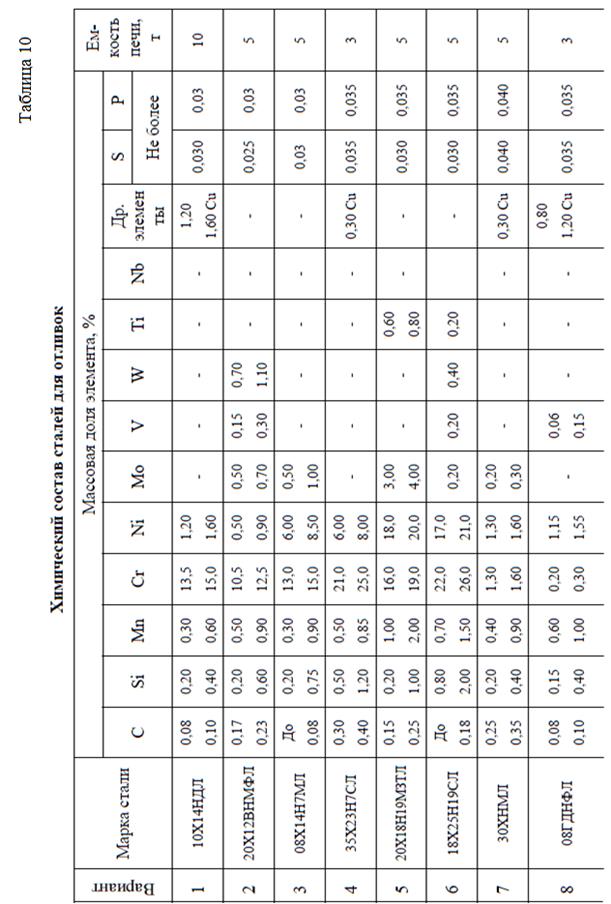
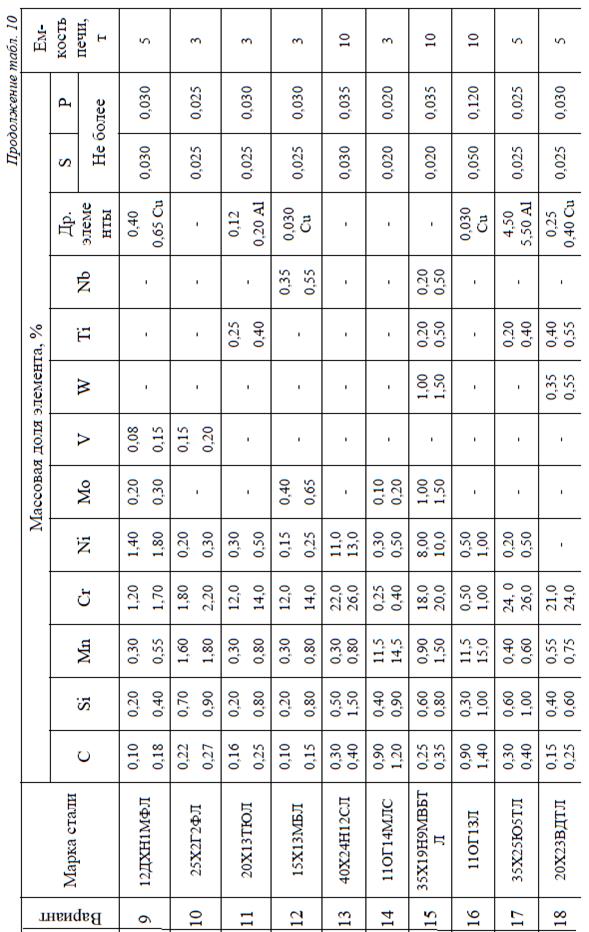
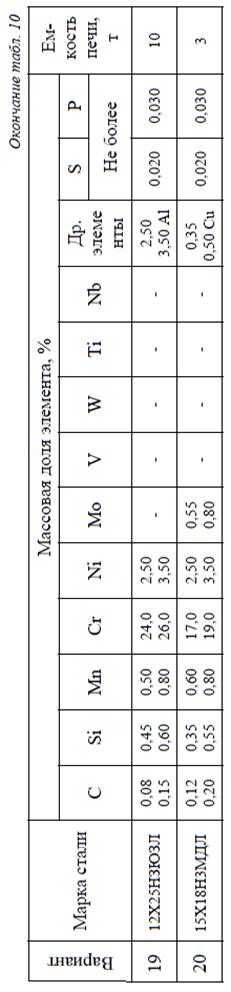
12Х18Н12МЗТЛ в дуговой электропечи ДСП-12 номинальной вместимостью 12 т, кг (P см. таблица (10):
Qк =  (8)
(8)
где Q - масса садки печи, кг.

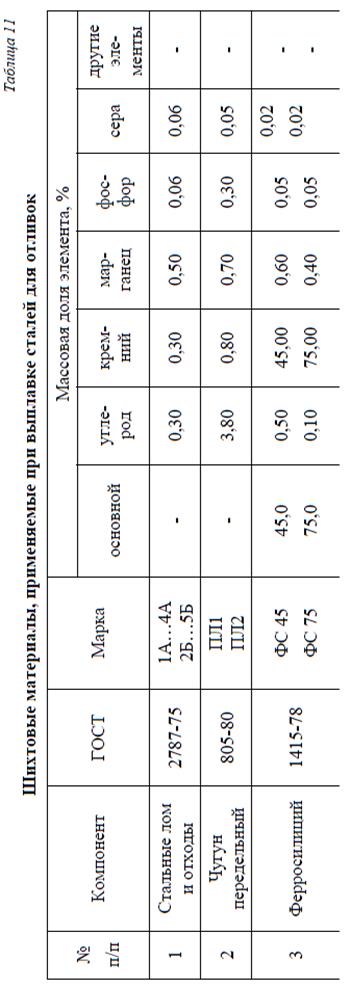
Расход неметаллических присадок (8), кг:
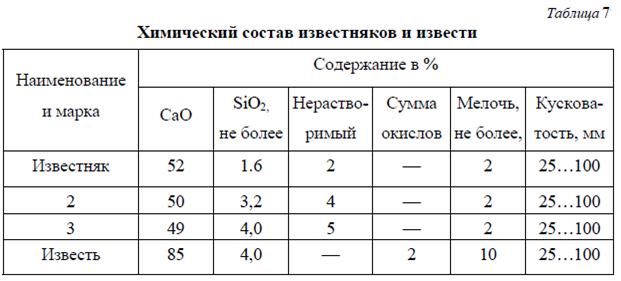
где Qи - расходуется 4...7 % известняка (для наведения шлака при плавке стали в дуговой электропечи с основной футеровкой);
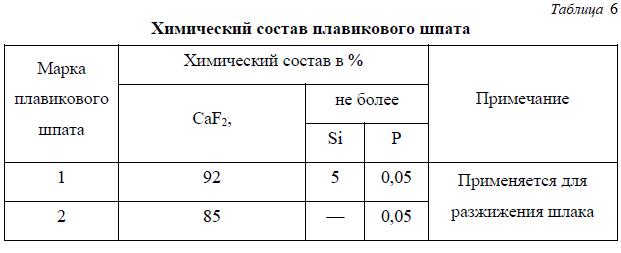
Qпш - 0,15…0,25 % плавикового шпата;
Qжр - расход железной руды на окисление избыточного углерода в процессе кипения ванны при увеличении содержания углерода в выплавляемой марке стали от 0,15 до 0,55 % понижается от 7 до 3 %.

Содержание нелегирующих (9) элементов в шихте, %:
Эн =  Эф *
Эф *  (9)
(9)
где Эф - содержание нелегирующего элемента в компоненте, %
(для каждого элементаP см. таблица (11).
- в компонентах, вводимых до раскисления стали (возврат, лом, чугун, никель):


- в компонентах, вводимых после раскисления стали ( FeCr, FeTi, FeMo ):

Среднее содержание нелегирующих (10) элементов в жидкой стали, %:
Энж = Эн *  (10)
(10)
где Эн – содержание нелегирующего элемента в шихте,% (P см. формула (10):
- вносимых компонентами шихты до раскисления стали:
У – угарв процессе расплавления и окисления расплава из компонентов шихты, % (P см. таблица (12)
- вносимых компонентами шихты после раскисления стали:
У – угарв процессе растворения ферросплавов в жидкой стали, % (P см. таблица (12)



Расход раскислителей (11), %:
с учетом максимально допустимого содержания раскисляющего элемента в готовом металле
 (11)
(11)
где Эо - содержание раскисляющего элемента в металле отливки, % %
(P см. таблица (10);
Эдр - содержание раскисляющего элемента в стали до раскисления,
(P см. формула (10);
Эпр - количество раскисляющего элемента, вносимое другими присадками в сталь после ее раскисления,
(P см. формула (10);
Эр - содержание раскисляющего элемента в раскислителе (ферросплаве),
(P см. таблица (11);
Ур - угар раскисляющего элемента в процессе раскисления стали (P см. таб. (12).

Для алюминия (11.1) практически полностью выгорающего в ходе плавки, расчет количества необходимого для раскисления можно выполнить по формуле, %
 (11.1)
(11.1)
где 0,05 – остаточное содержание алюминия, %.
Материальный баланс раскислителей (8), кг;
где Ф - количество присадки добавки, % (P см. формула 11, 11.1)

Содержание фосфора и серы в металле перед выпуском (12, 12.1), %:
Р = Р + Р ' (12)
S = S + S ' (12.1)
где P и S - вносимых компонентами шихты до раскисления стали,
(P см. формула (10);
Р' и S' - вносимых в сталь компонентами после раскисления,
(P см. формула (10).
Рм = 0,024 + 0, 012 = 0,036
Рм = 0,013 + 0,007 = 0,02
Содержание фосфора и серы находится практически в пределах допустимых норм.
Расчет шихты проверяется (13) по содержанию основных легирующих элементов в металле отливки по формуле
 (13)
(13)




Вывод:

Приложение 1
Выход годных отливок для определенной марки стали
(электродуговая печь)
Таблица 1

| Марка стали | с основной футеровкой |
| 1. | 10Х14НДЛ | |
| 2. | 20Х12ВНМФЛ | |
| 3. | 08Х14Н7МЛ | |
| 4. | 35Х23Н7СЛ | |
| 5. | 20Х18Н19МЗТЛ | |
| 6. | 18Х25Н19СЛ | |
| 7. | 30ХНМЛ | |
| 8. | 08ГДНФЛ | |
| 9. | 12ДХН1МФЛ | |
| 10. | 25Х2Г2ФЛ | |
| 11. | 20Х13ТЮЛ | |
| 12. | 15Х13МБЛ | |
| 13. | 40Х24Н12СЛ | |
| 14. | 11ОГ14МЛС | |
| 15. | 35Х19Н9МВБТЛ | |
| 16. | 11ОГ1ЗЛ | |
| 17. | 35Х25Ю5ТЛ | |
| 18. | 20Х23ВДТЛ | |
| 19. | 12Х25НЗЮЗЛ | |
| 20. | 15Х18Н3МДЛ |
Приложение 2

Приложение 3


Приложение 4


Приложение 5

Приложение 6
Приложение 7
Приложение 8


Приложение 10
