Что важнее всего в процессе управления, так это точное понимание положения объекта управления с помощью чтения контрольной карты и быстрое осуществление подходящих действий, как только в объекте обнаружится что-нибудь необычное. Контролируемое состояние объекта - это такое состояние, когда процесс стабилен, а его среднее и разброс не меняются. Находится ли процесс в данном состоянии или нет, определяется по контрольной карте на основании следующих критериев.
1) Выход за контрольные пределы. Точки, которые лежат вне контрольных пределов.
2) Серия - это проявление такого состояния, когда точки неизменно оказываются по одну сторону от средней линии; число таких точек называется длиной серии.
Серия длиной в 7 точек рассматривается как ненормальная.
Даже если длина серии оказывается менее 6, в ряде случаев ситуацию следует рассматривать как ненормальную, например, когда:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3) Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят, что имеет место тренд.
4) Приближение к контрольным пределам. Рассматриваются точки, которые приближаются к 3-сигмовым контрольным пределам, причем если 2 или 3 точки оказываются за 2-сигмовыми линиями, то такой случай надо рассматривать как ненормальный.
6) Периодичность. Когда кривая повторяет структуру "то подъем, то спад" с примерно одинаковыми интервалами времени, это тоже ненормально.
5) Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных полуторасигмовых линий, делящих пополам расстояние между центральной линией и каждой из контрольных линий, это обусловлено неподходящим способом разбиения на подгруппы. Приближение к центральной линии вовсе не означает, что достигнуто контролируемое состояние, напротив, это значит, что в подгруппах смешиваются данные из различных распределений, что делает размах контрольных пределов слишком широким. В таком случае надо изменить способ разбиения на подгруппы.
АНАЛИЗ ПРОЦЕССА С ПОМОЩЬЮ КОНТРОЛЬНЫХ КАРТ
Цель анализа процесса можно определить так: выявление характерных случаев вариации показателей качества процесса. После выявления таких случаев в ходе анализа процесса надо провести серию действенных мер против них.
Как правило, при анализе процессов метод контрольных карт используется совместно с гистограммами и расслоением данных.
Пример:
Задача: С применением метода построения контрольных карт, проанализируйте имеющиеся данные:
1. Проведем анализ имеющихся данных:
| №-подгруппы | Х1 | Х2 | Х3 | Х4 | Х5 | ∑Х | 
| R |
| 56,2 | ||||||||
| 54,2 | ||||||||
| 52,8 | ||||||||
| 55,8 | ||||||||
| 56,2 | ||||||||
| 54,2 | ||||||||
| 56,6 | ||||||||
| 56,8 | ||||||||
| 53,2 | ||||||||
| 56,6 | ||||||||
| 53,2 | ||||||||
| 55,2 | ||||||||
| 52,4 | ||||||||
| 52,8 | ||||||||
| 55,8 | ||||||||
| 55,6 | ||||||||
| 53,4 | ||||||||


Для Х-карты: UCL=54,95+0,577*7,55=59,31; CL=54,95; LCL= 54,95-0,577*7,55=50,59
Х-Карта

Рис. 10 Построение Х-карты
Вывод: в соответствии с графиком можно сделать вывод о том, что рассматриваемый процесс идет в контролируемом состоянии, так как выходов за контрольные пределы нет, нет серий, трендов и ярко выраженного приближения к центральной линии. Следовательно, можно сказать, что процесс стабилен.
Для R-карты: UCL=2,115*7,55=15,97; CL=7,55;
R-карта
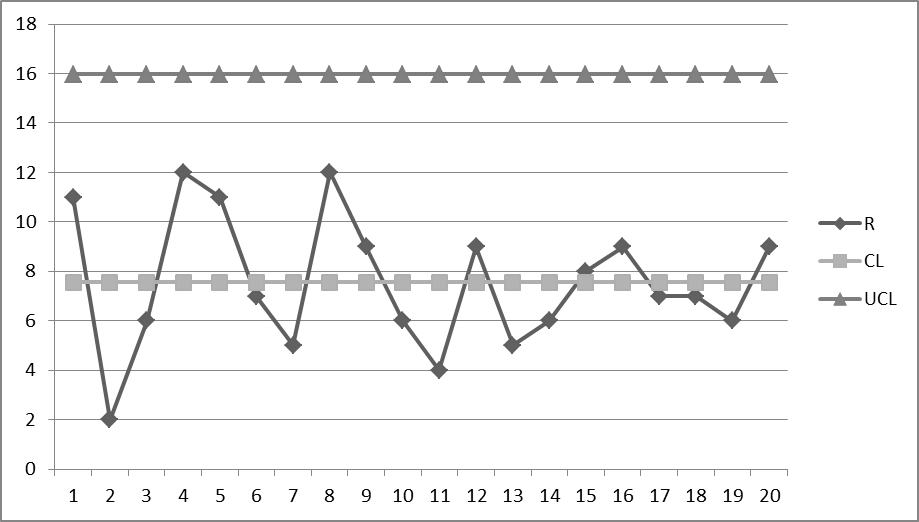
Рис.11 Построение R-карты
Вывод: в соответствии с графиком можно сказать о том, что процесс нестабилен. Серию (17,18) можно считать нормальной, хоть она и состоит всего из 2 значений; тренды на понижение (4,5,6,7), (8,9,10,11) и повышение (13,14,15,16). Также нужно обратить внимание на очень низкое значение (2). Рассматриваемый процесс протекает скачкообразным образом. Руководству необходимо выяснить причины и факторы, которые оказывают на процесс влияние и вызывают такую нестабильность.
Контрольные вопросы:
1. Перечислите основные виды контрольных карт.
2. Какие типовые методы оценки чаще применяют при проведении оценки качества продукции/услуг?
3. Какие типы контрольных карт Вы знаете?
4. Как проанализировать процесс с использованием контрольных карт?
5. Какова последовательность построения контрольных карт?
Задания:
1.Данные таблицы соответствуют контролю некоторого технологического процесса. Коэффициенты для расчета контрольных границ А2 = 0,577, D4 = 2,115.
| Значения параметра | ||||
2. Проанализируйте данные таблицы, которые соответствуют контролю некоторого технологического процесса. Коэффициенты для расчета контрольных границ А2 = 0,577, D4 = 2,115.
| Х1 | Х2 | Х3 | Х4 | Х5 |
Литература
1. Аудит качества для постоянного улучшения [Электронный ресурс]: учебное пособие / Ю. В. Сажин; Ю. В. Сажин, Н. П. Плетнева. - Москва: НИЦ ИНФРА-М, 2014. - 112 с.
2. Методы менеджмента качества. Методология организационного проектирования инженерной составляющей системы менеджмента качества [Электронный ресурс] / П. С. Серенков. - Минск: Москва: Новое знание: ИНФРА-М, 2014. - 491 с.
3. РДС 10-236-99 – Порядок проведения сертификации систем качества и сертификации производств в строительстве.
4. Салимова Т.А. Управление качеством: Учебник для студентов вузов, обуч. по спец. "Менеджмент организации" - 2-е изд., стер. - М.: Омега-Л, 2008. - 414 с.
5. Сертификация [Электронный ресурс]: учебное пособие для студентов вузов, получающих образование по направлениям (специальностям) "Метрология, стандартизация и сертификация" и "Управление качеством" / А. Г. Сергеев. - М.: Университетская книга:Логос, 2008. - 352 с. - (Новая университетская библиотека).
6. Система менеджмента качества организации [Электронный ресурс]: учебное пособие / С. М. Вдовин; С. М. Вдовин и др. - М.: НИЦ ИНФРА-М, 2012. - 301 с.
7. Стандарты и качество продукции [Электронный ресурс]: учебно-практическое пособие / Ю. Н. Берновский. - М.: ФОРУМ: ИНФРА-М, 2014. - 256 с. - (Высшее образование).
8. Управление качеством [Электронный ресурс]: учебное пособие / Е. Б. Герасимова; Е. Б. Герасимова и др. Под ред. Б. И. Герасимова. - Изд. 3-е, перераб. и доп. - Москва: ФОРУМ: ИНФРА-М, 2014. - 216 с.
9. Управление качеством: Учебник для студентов вузов, обуч. по экон. спец. / Басовский, Леонид Ефимович, В. Б. Протасьев. - М.: ИНФРА-М, 2008. - 211 с.
10. Управление качеством продукции: Учебное пособие для студентов техн. и экон. спец. вузов / Гиссин, Виталий Исаевич. - Ростов н/Д: Феникс, 2000. - 255 с. - (Учебники "Феникса)