Автоматическое технологическое оборудование (АТО). Системы управления АТО
Станки с ЧПУ
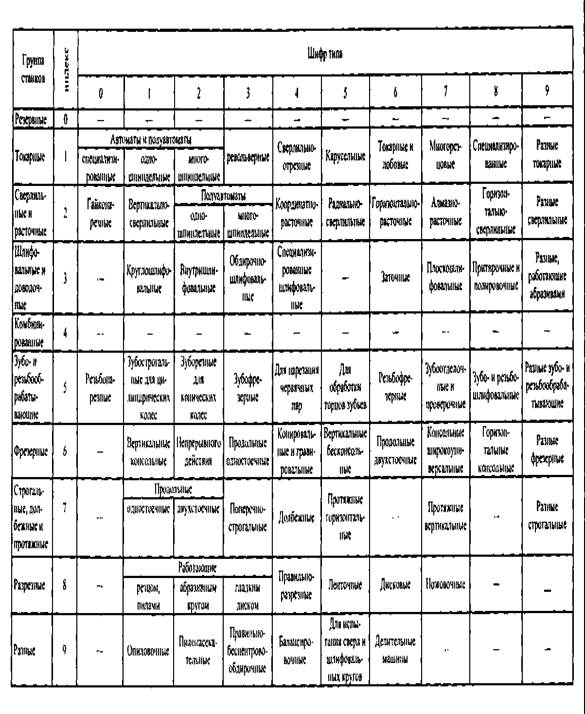
В зависимости от характера выполняемых работ и применяемого режущего инструмента станки подразделяют на группы и типы (табл. 1).
Станки с ЧПУ должны обеспечивать высокие точность и скорость отработки перемещений, заданных УП, а также сохранить эту точность в заданных пределах при длительной эксплуатации. Конструкция станков с ЧПУ должна, как правило, обеспечивать совмещение различных видов обработки, автоматизацию загрузки и выгрузки деталей, автоматическое или дистанционное управление сменой инструмента, возможность встройки в общую автоматическую систему управления. Высокая точность обработки определяется точностью изготовления и жесткостью станка. В конструкциях станков с ЧПУ используют короткие кинематические цепи, что повышает статическую и динамическую жесткость станков. Для всех исполнительных органов применяют автономные приводы с минимально возможным числом механических передач. Эти приводы должны иметь высокое быстродействие. Точность станков с ЧПУ повышается в результате устранения зазоров в передаточных механизмах приводов, уменьшения потерь на трение в направляющих и механизмах, повышения виброустойчивости, снижения тепловых деформаций.
По технологическим признакам и возможностям станки с ЧПУ классифицируются практически так же, как универсальные станки, на базе которых изготовляется большинство станков с ЧПУ.
Токарные станки с ЧПУ предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения, а также для нарезания наружной и внутренней резьбы.
Фрезерные станки с ЧПУ, предназначенные для обработки плоских и пространственных корпусных деталей, осуществляют следующие операции: плоское, ступенчатое и контурное фрезерование с нескольких сторон и под различными углами; сверление; растачивание; развертывание; нарезание резьбы и др.
Сверлильно-расточные станки с ЧПУ, предназначенные для обработки отверстий в деталях, выполняют сверление, рассверливание, зенкерование, растачивание, развертывание, обтачивание торцов, фрезерование, нарезание резьбы и др.
Шлифовальные станки с ЧПУ предназначены для шлифования наружных, внутренних и торцовых поверхностей деталей, имеющих прямолинейную и криволинейную форму образующих.
Многоцелевые станки с ЧПУ (обрабатывающие центры), предназначенные для комплексной обработки деталей за одну установку, выполняют практически все операции обработки резанием.






 Электроэрозионные станки с ЧПУ предназначены для вырезания методом электроэрозии деталей сложного контура из токопроводящих материалов, обработка которых другими способами затруднена или невозможна. Обработка осуществляется непрерывно перемещающимся электродом-проволокой (из латуни, меди, молибдена, вольфрама) в среде керосина или воды с антикоррозионными присадками.
Электроэрозионные станки с ЧПУ предназначены для вырезания методом электроэрозии деталей сложного контура из токопроводящих материалов, обработка которых другими способами затруднена или невозможна. Обработка осуществляется непрерывно перемещающимся электродом-проволокой (из латуни, меди, молибдена, вольфрама) в среде керосина или воды с антикоррозионными присадками.
Станки создают по размерным рядам, представляющим собой группы однотипных станков подобной кинематической структуры и конструкции, но имеющих разные размеры. По ГОСТ 600-80 предусмотрено 13 размеров токарно-карусельных станков (диаметр обработки 80...25000 мм); по ГОСТ 2983-81 регламентировано 6 размеров круглошлифовальных станков (диаметр устанавливаемой заготовки 100...800 мм); по ГОСТ 6852-80 предусмотрено 5 размеров зубофрезерных станков (диаметр заготовки — 800...5000 мм) и так далее.
Типоразмер станка — представитель ряда с конкретными параметрами, а модель станка — конструкция данного типоразмера.
Классификация станков по степени универсальности предусматривает подразделение их на универсальные (для разнообразных операций на заготовках широкой номенклатуры в единичном и мелкосерийном производствах, а также при ремонтных работах), специализированные (для обработки однотипных заготовок разных размеров в крупносерийном и массовом производствах) и специальные (для обработки заготовок одного наименования и одного типоразмера в массовом производстве).
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, их подразделяют на легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10 т). Последние делят на крупные (10...30 т), собственно тяжелые (30... 100 т) и особо тяжелые — уникальные (свыше 100 т).
Классификация станков по точности предусматривает пять классов: нормальной точности (Н); повышенной точности (П) (на базе станков класса Н, но при более высоких требованиях к качеству изготовления и сборки основных узлов); высокой точности (В) (достигается специальной конструкцией отдельных узлов и элементов при высоких требованиях к изготовлению, сборке и регулировке станка); особо высокой точности (А) (на базе станков класса В, но при более высоких требованиях к точности изготовления основных узлов и деталей); особо точные (С), так называемые мастер-станки (для обработки деталей, определяющих точность эталонов зубчатых колес, измерительных винтов или деталей к станкам классов А и В).
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью. В зависимости от класса точности соотношение допусков на изготовление деталей и узлов следующее: Н — 1,0; П — 0,6; В — 0,4; А — 0,25; С — 0,15.
Современный станок с ЧПУ представляет собой самоуправляющуюся рабочую машину, органически связанную с вычислительной машиной, работающей в реальном масштабе времени и преобразующей дискретные сигналы информации в дискретные сигналы управления.
По технологическим признакам в зависимости от назначения системы ЧПУ разделяют на позиционные, контурные и комбинированные.
По наличию обратной связи системы ЧПУ разделяют на разомкнутые (имеющие один источник информации — от управляющей программы через устройства управления к исполнительным органам станка) и замкнутые (с обратной связью по положению рабочего органа и с компенсацией погрешности станка, самоприспосабливающиеся — с адаптацией на различные внешние возмущения и изменения протекания техпроцесса).
В зависимости от степени автоматизации и типа системы ЧПУ для станков приняты следующие дополнительные обозначения: Ф1 — цифровая индикация и предварительный набор координат; Ф2 — позиционные и прямоугольные системы ЧПУ; ФЗ — контурные системы ЧПУ; Ф4 — универсальные комбинированные системы ЧПУ; М — инструментальный магазин и автоматическая смена инструмента (АСИ); Р — револьверная инструментальная головка и АСИ; РМ — револьверная головка, инструментальный магазин и АСИ.
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр, по которому можно получить некоторое первоначальное представление о станке. Схемы расшифровки трех основных систем обозначений отечественных станков с ЧПУ приведены на рисунке 1.
Например, модель станка 1А512МФЗ следует расшифровывать по первому варианту (рис. 1,1), начинающемуся с цифры. Так, 1 — группа токарных станков; А — буква модернизации модели; 5 — тип карусельных станков; 12 — условный либо характерный размер станка (в данной модели это соответствует размеру планшайбы 1250 мм); М — с инструментальным магазином и автоматической сменой инструмента; ФЗ — с контурной системой ЧПУ; станок относится к нормальному классу точности, буква Н в классе не указывается.
Модель станка РТ-724ФЗРМ расшифровывается по второму варианту (рис. 1, П): РТ — буквенное обозначение завода-изготовителя (Рязанский станкостроительный завод); 724 — порядковый номер модели; ФЗ — с контурной системой ЧПУ; РМ — с револьверной головкой, инструментальным магазином и АСИ.
Обозначение станка с ЧПУ, например, модели ИР320ПМФ4 расшифровывается по третьему варианту (рис. 1, III): ИР — буквенное обозначение завода-изготовителя (Ивановский завод тяжелого станкостроения); 320 — характерный размер (габариты стола 320x320); П — повышенного класса точности; М — с инструментальным магазином и АСИ; Ф4 — с комбинированной системой ЧПУ.
Наиболее часто встречаются следующие буквенные обозначения заводов-изготовителей:
БРСК — Бердичевский станкостроительный (Украина);
КТ — Средневолжский станкостроительный (г. Самара, Россия);
РТ — Рязанский станкостроительный (Россия);
ИР — Ивановский тяжелого станкостроения (Россия);
ОФ — Одесский фрезерных станков (Украина);
ОП — Одесский прецизионных станков (Украина);
КК — Самарский (Куйбышевский) координатно-расточных станков (Россия);
ЛР — Санкт-Петербургское (бывшее Ленинградское) станкостроительное производственное объединение (Россия);
ME — Московский завод автоматических линий (Россия).


Рис. 1 Схемы расшифровки различных систем обозначений отечественных станков с ЧПУ
Таблица 1 Классификация металлорежущих станков
Системы управления АТО
Важнейшей частью любого автомата являются система и механизмы управления. Одним из важнейших определяющих признаков современных АТО обработки и сборки ЭА является тип системы управления, которая реализует заданною программу работы, координирует работу всех механизмов и устройств АТО в течение рабочего цикла и выполняет ряд дополнительных функций.
Эволюция технологии числового программного управления
Эволюция технологии числового программного управления происходила в тесной связи с развитием вычислительной техники и зависела от него. Без автоматизации программирования систем ЧПУ с помощью ЭВМ было бы невозможно составлять управляющие программы для обработки многих видов деталей. Кроме того, ЭВМ позволяют совершенствовать и облегчать процедуру программирования СЧПУ с использованием таких методов, как интерактивная машинная графика и речевой ввод программ.
1. ЧПУ от ЭВМ, или машинное числовое программное управление (МЧПУ).
2. Прямое цифровое управление (ПЦУ).
3. Адаптивное управление (АУ).
В системах ЧПУ от ЭВМ, или МЧПУ, традиционные управляющие устройства, реализованные на базе не перестраиваемой («жестко запаянной») аппаратуры, заменяются малой (мини- или микро-) ЭВМ. Эта малая ЭВМ используется для выполнения ряда основных функций ЧПУ с помощью программ, хранящихся в ее оперативной памяти. Одним из отличительных свойств МЧПУ является то, что здесь один станок управляется одной ЭВМ.
В отличие от этого при другом типе управления от ЭВМ - прямом цифровом управлении (ПЦУ) - одна большая ЭВМ используется для управления несколькими отдельными станками с ЧПУ.
Третий тип управления - адаптивное управление - не требует для своей реализации использования дополнительной цифровой вычислительной машины. Механическая обработка с адаптивным управлением предусматривает измерение управляющей системой одной или большего числа переменных, характеризующих процесс обработки (например, усилия резания, температуры, потребляемой мощности и т.д.), и соответствующее изменение скоростей подачи и (или) резания для компенсации нежелательных отклонений переменных управляемого процесса. Цель такого режима состоит в оптимизации процесса обработки, чего сама по себе СЧПУ обеспечить не в состоянии. Многие ранние проекты систем адаптивного управления базировались на аналоговых управляющих устройствах. Современные системы такого типа используют микропроцессорную.